

Quel filament convient à quoi et quels paramètres d’imprimante sont spécifiquement utilisés ? Dans cet article, je ne voudrais pas seulement décrire plus en détail les différents types de filaments tels que PLA, PETG, TPU, non, je voudrais aussi préciser avec quelle marque de filament j’ai déjà eu une bonne ou une mauvaise expérience. J’aime tester un nouveau filament, une nouvelle couleur ou une marque différente avec différentes imprimantes 3D. Je teste l’impression avec différents paramètres (températures, vitesse, etc.) car parfois, ceux-ci varient même avec la couleur d’un même fabricant. Vous trouverez donc ici des conseils spécifiques sur de nombreux filaments, la liste étant constamment mise à jour.
Test et comparaison des filaments
Pas de théorie du filament mais des valeurs concrètes pour la température d’impression, la vitesse d’impression et plus encore.

Cet article s’adresse avant tout aux débutants en matière d’impression 3D, mais aussi aux amateurs expérimentés qui ont peut-être acheté un nouveau filament et veulent savoir rapidement à quelles vitesses et températures il est préférable de l’imprimer. Les informations des fournisseurs ne sont pas toujours fiables, j’ai très souvent eu de mauvaises expériences à ce sujet. Parfois, des informations complètement différentes sont données pour le même filament selon le fournisseur, avec parfois même de sérieuses différences. Malheureusement, j’ai également dû constater que de nombreux tutoriels et vidéos YouTube expliquent beaucoup d’informations théoriques sur les filaments, mais que les valeurs concrètes sont très rarement données pour les différents filaments. Je trouve cela dommage, surtout pour les débutants.
Je liste donc mes propres expériences et les réglages de base les plus importants pour des offres de filaments spécifiques chez les détaillants mais aussi les offres d’Amazon en plus des informations du fournisseur. Ces recommandations sont toutes basées sur mon expérience personnelle d’impression avec l’Artillery Genius , Sidewinder et Flsun Q5 . En règle générale, ces valeurs peuvent également être utilisées sur la plupart des autres imprimantes 3D. Bien sûr, il peut y avoir de légères différences selon le modèle, notamment parce que les imprimantes mesurent ou distribuent parfois la température avec des degrés de précision différents.
Bien entendu, toutes les recommandations ne sont pas gravées dans la pierre et sont définitives. Avec le temps, de petits changements peuvent améliorer encore la pression. Si je m’en aperçois, je l’ajouterai ou le corrigerai sur cette page. Vous êtes également invités à laisser vos conseils spécifiques ou vos suggestions d’amélioration pour tout filament dans les commentaires. Dès que je l’aurai vérifié, je l’ajouterai également dans l’article. Cette page sera donc constamment enrichie, bien sûr avec de nouveaux types et marques de filaments.
Comment tester le filament ?
Chaque fois que j’achète un nouveau filament, je fais plusieurs tests avec le célèbre 3DBenchy et d’autres modèles de test qui montrent très bien où le filament ou l’imprimante 3D a des problèmes. Vous trouverez certains des modèles de test que j’aime utiliser un peu plus bas dans la liste, avec un lien de téléchargement, afin que vous puissiez les essayer vous-même.
Avant tout, il est important pour moi de trouver quelle vitesse, quelle température et quel refroidissement du ventilateur peuvent être utilisés avec le filament pour qu’il adhère bien au lit d’impression. Comme lit d’impression, j’utilise une variante Ultrabase, telle qu’elle est intégrée dans les imprimantes courantes comme l’Artillery Genius ou la Sidewinder. En d’autres termes, il s’agit d’une plaque de verre spécialement revêtue et chauffée.
Je juge également si les porte-à-faux et les ponts peuvent être bien imprimés avec le filament, mais aussi comment la surface et la couleur se présentent. Comme j’imprime principalement des pièces qui sont soumises à des contraintes mécaniques, je m’assure toujours que la couche adhère bien.
Et, très important, je teste également la facilité avec laquelle la structure de support peut être retirée du matériau respectif. Cette dernière est très différente, avec le PLA la structure de support peut souvent être retirée très facilement, avec le PETG un peu plus difficile et avec le TPU souvent pas du tout. Si vous le savez, vous pouvez en tenir compte lorsque vous dessinez un objet ou lorsque vous faites une sélection. Dans le cas du TPU, par exemple, vous devez avant tout rechercher des modèles sans structure de support nécessaire. En outre, je vous donnerai des conseils pour savoir si un filament s’est déformé et si vous devez plutôt imprimer une petite marge autour de celui-ci. Comme déjà mentionné, cette liste est constamment complétée et modifiée, ne serait-ce que parce que je l’utilise moi-même pour la consulter au cas où j’aurais oublié quelque chose.








Liens de téléchargement vers des modèles de test d’imprimante 3D que j’utilise souvent
- Télécharger All In One 3D Printer Test – fichier STL
- Téléchargez le banc d’essai 3D – fichier STL
- Télécharger le test du mini-filament 2g – fichier STL / fichier Sketchup
- Télécharger le test du support – fichier STL / fichier Sketchup
- Télécharger le test du pont 10-100 mm – fichier STL
- Télécharger le test du lit 22cm / Test du lit d’impression – Fichier STL / Fichier Sketchup
- Télécharger le test de niveau de lit à la volée – fichier STL
- Téléchargez la tour de température personnalisée – fichier STL
- Télécharger l’aide au calibrage 10x10x10 – Fichier STL
- Télécharger la pièce de monnaie d’achat – fichier STL
Quels sont les filaments ?
Avant de citer des marques et des sources d’approvisionnement spécifiques, j’aimerais expliquer brièvement quelles sont les propriétés des différents types de filaments et où ils sont le mieux utilisés.Chaque type de filament a ses avantages et ses inconvénients, vous devez donc réfléchir attentivement au filament à utiliser pour chaque modèle 3D. Tous les types de filaments que je cite ici sont pris en charge par la plupart des imprimantes 3D.
Filament PLA (polyactide)

PLA est l’abréviation de polyactide, également connu sous le nom d’acide polylactique, c’est un polymère synthétique qui est obtenu à partir de matières premières renouvelables et naturelles comme le maïs. Ce filament est de loin le plus utilisé dans l’impression 3D privée, notamment parce qu’il peut être imprimé très facilement et proprement. Il est conseillé, surtout lorsqu’on débute, de toujours commencer par un rouleau de PLA avant de passer à d’autres types de filaments. Le PLA ne produit aucune odeur de plastique pendant l’impression et adhère très bien au lit d’impression. Il est souvent annoncé que le PLA est biodégradable, ce qui est vrai, mais il faut savoir que cela peut prendre jusqu’à 50 ans ! Le matériau dure donc très longtemps à l’intérieur, il est même très résistant aux UV, mais ne résiste que très moyennement aux intempéries, il ne convient guère à un usage extérieur. Vous pouvez toutefois le peindre et le rendre ainsi résistant aux intempéries. Il est également facile à poncer et à coller. En règle générale, le PLA possède de bonnes propriétés mécaniques, telles qu’une dureté de surface et une rigidité élevées. Malheureusement, le PLA n’est pas particulièrement résistant aux chocs. Les modèles qui tombent ou sont soumis à de lourdes charges mécaniques peuvent se briser assez rapidement. L’avantage est qu’il n’a pas tendance à se déformer (relâchement de la couche inférieure lorsque la température change) pendant l’impression. L’inconvénient du PLA est que les modèles imprimés avec ce matériau ne restent dimensionnellement stables que jusqu’à environ 65 °C. Les modèles peuvent donc se déformer en cas d’exposition directe au soleil, ce qui est une autre raison pour laquelle il ne convient pas à une utilisation en extérieur. . Vous pouvez toutefois le peindre et le rendre ainsi résistant aux intempéries. Il est également facile à poncer et à coller. En règle générale, le PLA présente de bonnes propriétés mécaniques, comme une dureté de surface et une rigidité élevées. Malheureusement, le PLA n’est pas particulièrement résistant aux chocs. Les modèles qui tombent ou sont soumis à de lourdes charges mécaniques peuvent se briser assez rapidement. L’avantage est qu’il n’a pas tendance à se déformer (détachement de la couche inférieure lorsque la température change) pendant l’impression. L’inconvénient du PLA est que les modèles imprimés avec ce matériau ne restent dimensionnellement stables que jusqu’à environ 65 °C. Les modèles peuvent donc se déformer en cas d’exposition directe au soleil, ce qui est une autre raison pour laquelle il ne convient pas à une utilisation en extérieur. . Vous pouvez toutefois le peindre et le rendre ainsi résistant aux intempéries. Il est également facile à poncer et à coller. En règle générale, le PLA présente de bonnes propriétés mécaniques, comme une dureté de surface et une rigidité élevées. Malheureusement, le PLA n’est pas particulièrement résistant aux chocs. Les modèles qui tombent ou sont soumis à de lourdes charges mécaniques peuvent se briser assez rapidement. L’avantage est qu’il n’a pas tendance à se déformer (relâchement de la couche inférieure lors des changements de température) pendant l’impression. L’inconvénient du PLA est que les modèles imprimés avec ce matériau ne restent dimensionnellement stables que jusqu’à environ 65 °C. Les modèles peuvent donc se déformer en plein soleil, ce qui est une autre raison pour laquelle il ne convient pas à une utilisation en extérieur. . D’ailleurs, le PLA est trop En règle générale, le PLA possède de bonnes propriétés mécaniques, comme une dureté de surface et une rigidité élevées. Malheureusement, le PLA n’est pas particulièrement résistant aux chocs. Les modèles qui tombent ou sont soumis à de lourdes charges mécaniques peuvent se briser assez rapidement. L’avantage est qu’il n’a pas tendance à se déformer (relâchement de la couche inférieure lorsque la température change) pendant l’impression. L’inconvénient du PLA est que les modèles imprimés avec ce matériau ne restent dimensionnellement stables que jusqu’à environ 65 °C. Les modèles peuvent donc se déformer en cas d’exposition directe au soleil, ce qui est une autre raison pour laquelle il ne convient pas à une utilisation en extérieur. . D’ailleurs, le PLA est trop En règle générale, le PLA possède de bonnes propriétés mécaniques, comme une dureté de surface et une rigidité élevées. Malheureusement, le PLA n’est pas particulièrement résistant aux chocs. Les modèles qui tombent ou sont soumis à de lourdes charges mécaniques peuvent se briser assez rapidement. L’avantage est qu’il n’a pas tendance à se déformer (relâchement de la couche inférieure lorsque la température change) pendant l’impression. L’inconvénient du PLA est que les modèles imprimés avec ce matériau ne restent dimensionnellement stables que jusqu’à environ 65 °C. Les modèles peuvent donc se déformer en cas d’exposition directe au soleil, ce qui est une autre raison pour laquelle il ne convient pas à une utilisation en extérieur. . Par ailleurs, le PLA peut lui aussi se briser relativement vite. L’avantage est qu’il n’a pas tendance à se déformer (relâchement de la couche inférieure lorsque la température change) pendant l’impression. L’inconvénient du PLA est que les modèles imprimés avec ce matériau ne restent dimensionnellement stables que jusqu’à 65 °C environ, ce qui signifie que les modèles peuvent se déformer en cas d’exposition directe au soleil, ce qui est une autre raison pour laquelle il ne convient pas à une utilisation en extérieur. . Par ailleurs, le PLA peut lui aussi se briser relativement vite. L’avantage est qu’il n’a pas tendance à se déformer (relâchement de la couche inférieure lorsque la température change) pendant l’impression. L’inconvénient du PLA est que les modèles imprimés avec ce matériau ne restent dimensionnellement stables que jusqu’à 65 °C environ, ce qui signifie que les modèles peuvent se déformer en cas d’exposition directe au soleil, ce qui est une autre raison pour laquelle il ne convient pas à une utilisation en extérieur. . Par ailleurs, le PLA est trop résistant à l’acétone . Un autre avantage du PLA est qu’il peut généralement être imprimé très rapidement, les valeurs standard sont de 60-80mm / sec à environ 210 ° C.
Dans l’ensemble, on peut dire que le PLA est particulièrement adapté aux modèles qui sont utilisés à l’intérieur et qui ne sont que modérément chargés. Pour les objets décoratifs, les figurines et les sculptures, par exemple, il est idéal, d’autant plus que le PLA est disponible dans de nombreuses couleurs et types de brillance (voir liste ci-dessous) et que les structures de support éventuellement présentes peuvent être facilement retirées.
Filament PETG (polyéthylène téréphtalate)

PETG est l’abréviation de polyéthylène téréphtalate. Il est devenu un filament d’imprimante 3D populaire car il est plus résistant aux chocs et plus stable que le PLA. En particulier lorsque vous imprimez des modèles 3D qui sont mécaniquement plus sollicités, le PETG est d’un grand avantage, il ne se casse tout simplement pas aussi rapidement et les structures fines permettent également des rayons de courbure plus importants. Le PETG est basé sur le matériau PET, qui est également utilisé dans les bouteilles en PET, par exemple. Le “G” signifie “modifié au glycol”. Cette modification rend le filament plus clair, moins cassant et plus facile à imprimer. Aux débuts de l’impression 3D, l’ABS était principalement utilisé pour imprimer des modèles stables. Le PETG a remplacé l’ABS dans une large mesure, car il est beaucoup plus facile à imprimer que l’ABS et dure presque aussi longtemps. Le PETG est comme un bon compromis entre l’ABS et le PLA, il est plus flexible, plus résistant à la température et plus durable que le PLA, tout en étant presque aussi facile à imprimer que ce dernier. Le PETG présente également l’avantage que le matériau de base est presque transparent et résiste aux intempéries. Le PETG peut donc aussi être utilisé à l’extérieur, il est disponible en transparent et dans de nombreuses couleurs. Le PETG est tout aussi facile à imprimer que le PLA, seules des températures plus élevées sont requises. Selon le fabricant, la température d’impression se situe souvent entre 220 et 250 °C. En règle générale, le lit d’impression doit également être chauffé à une température plus élevée, souvent entre 70 et 90 °C, sinon il n’adhère pas aussi bien que le PLA. Le petit inconvénient du PETG est qu’il a parfois tendance à se déformer, je recommande donc d’imprimer les objets en PETG avec un petit bord (tablier) afin qu’il ne se détache pas du lit d’impression avec le temps. Si vous gardez cela à l’esprit, vous n’aurez aucun problème à imprimer avec le PETG. Le PETG est également facile à meuler, à percer ou à coller avec de la résine époxy.
Dans la pratique, le PETG peut être utilisé de manière universelle, surtout si les modèles 3D sont fonctionnels (par exemple, des engrenages, des pneus, des outils) ou s’ils sont soumis à des charges mécaniques élevées, le PETG est fortement recommandé. Vous pouvez également imprimer des objets décoratifs, des figures et des sculptures avec ce matériau, même s’ils sont utilisés à l’extérieur. Les modèles en PETG sont également résistants aux UV et à la température jusqu’à 80 °C. Avec de nombreuses marques, la structure de support peut être retirée très facilement et proprement, même avec le PETG, que j’énumère également ci-dessous.
TPU (polyuréthane thermoplastique)

TPU est l’abréviation de polyuréthane thermoplastique. Le TPU se comporte un peu comme le caoutchouc, il reste donc flexible. On l’utilise donc toujours lorsqu’un modèle 3D est censé devenir caoutchouteux. Vous pouvez l’utiliser pour imprimer de vrais pneus pour les modèles réduits de voitures, et même des semelles de chaussures ont déjà été imprimées avec ce matériau. Dans les modèles 3D fonctionnels, il est parfois utilisé comme amortisseur de chocs ou comme joint. Le TPU est disponible en différents degrés de dureté, qui sont généralement indiqués sous la forme d’un nombre A de dureté Shore. Plus le chiffre A est bas, plus le matériau est souple et élastique. Une valeur de A98 correspond à une dureté moyenne et une valeur de A88 est déjà assez souple. Le TPU est généralement très facile à imprimer, car l’adhérence est généralement très bonne. Il est généralement imprimé à 220 ° C et à une température de lit d’environ 50 ° C. Selon la marque et le fabricant, il y a parfois de grandes différences, alors consultez notre liste de filaments ci-dessous. Lors de l’impression, vous devez cependant vous assurer que l’imprimante 3D utilisée est adaptée au TPU. Un bon guidage lors de l’orientation du filament est particulièrement important ici, car dans le cas contraire, le matériau souple se déforme. Les imprimantes 3D dotées d’un extrudeur direct présentent souvent un avantage à cet égard, la plupart des imprimantes 3D récentes telles que l’Artillery Geniusetc. sont bien adaptées. En général, le TPU a peu ou pas de tendance à se déformer, mais il y a des différences ici aussi. Avec certaines marques, je conseille d’imprimer une petite bordure (tablier) afin que le filament ne se détache pas du lit d’impression, avec certaines marques vous pouvez vous en passer (nous le préciserons plus loin). Les modèles imprimés avec du TPU peuvent facilement être retirés du lit d’impression après l’impression, souvent même lorsque le lit d’impression est chaud. L’inconvénient du TPU est que les structures de support sont souvent difficiles à retirer par la suite. Il est donc préférable, dans la mesure du possible, d’imprimer des modèles qui ne nécessitent pas de structure de support. Les ponts et les porte-à-faux ne sont souvent pas aussi imprimables avec le TPU qu’avec le PETG ou le PLA. Le TPU présente l’avantage d’être largement résistant aux intempéries et même aux huiles et aux graisses. Il est mécaniquement très résilient et largement incassable grâce à sa flexibilité. La dureté et la flexibilité du matériau peuvent également être influencées dans certaines limites par le degré de remplissage. Les modèles remplis à 100% sont bien sûr beaucoup moins flexibles qu’avec un remplissage de 5 ou 15%.
ABS (acrylonitrile butadiène styrène)
L’abréviation ABS signifie acrylonitrile butadiène styrène. Il s’agit d’un polymère synthétique fabriqué à partir des monomères acrylonitrile, 1,3 butadiène et styrène. L’ABS est particulièrement résistant aux chocs et aux huiles/graisses et peut supporter des températures élevées. Toutefois, il ne résiste que modérément aux intempéries. Dans le passé, l’ABS était très souvent utilisé dans l’impression 3D lorsque les modèles devaient être particulièrement résistants aux chocs et stables. Aujourd’hui, l’ABS est beaucoup moins utilisé car il a été remplacé par le PETG. Le PETG présente l’avantage d’être beaucoup plus facile à imprimer. Malheureusement, l’ABS pose toujours des problèmes d’adhésion au lit de pression. Dans ce cas, vous devez souvent utiliser des outils tels que le spray adhésif, le BlueTape ou d’autres astuces. Pour cette raison, ce matériau ne convient pas aux débutants. En outre, l’ABS dégage des odeurs désagréables lors de l’impression, ce qui ne convient pas à tout le monde. Les modèles imprimés en ABS sont très résistants aux chocs et peuvent être transformés de diverses manières. Le fraisage, le meulage, le collage, la peinture et le perçage ne posent aucun problème.
Je n’ai pas encore utilisé l’ABS moi-même, je préfère également le PETG. Par conséquent, je ne peux actuellement recommander aucun filament spécifique à cet égard. Si j’ai un jour besoin d’ABS, je l’ajouterai à la liste en conséquence.
Essai de filament de différentes marques et types de filaments

Voici donc la liste des filaments que j’utilise et que j’ai donc pu tester. J’indique ici dans quelle mesure je suis satisfait du filament en question et quels réglages (température / vitesse, etc.) j’utilise pour ce filament et je peux donc le recommander. Je mentionne également quel est mon filament préféré dans le type de filament respectif et où vous pouvez obtenir les rouleaux de filament individuels. Je vous renvoie à ma source d’approvisionnement. J’essaie également de répertorier pour chaque filament quelques photos de modèles 3D que j’ai imprimés avec le filament en question.
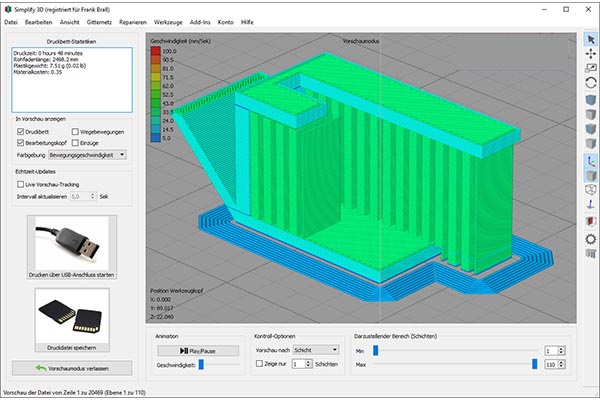
Sauf indication contraire pour le filament respectif, j’utilise un réglage de rétraction de 2mm, un multiplicateur d’extrusion de 1.0 et une largeur d’extrusion de 0.4mm. Avec le slicer Simplify3D, vous pouvez régler ces paramètres sur la première page de réglages. De plus, je n’imprime que la première couche à 25% et les contours à 50% de la vitesse maximale. Le remplissage et la structure de support sont généralement imprimés à 80% de la vitesse. Je préfère imprimer avec une hauteur de couche de 0,2 mm. Toutes ces valeurs peuvent bien sûr être encore optimisées si vous le souhaitez. Je voudrais recommander aux débutants que la première couche, c’est-à-dire la couche inférieure, est toujours la plus importante lors de l’impression. Une fois que la première couche a été correctement imprimée, l’ensemble du modèle fonctionne généralement. C’est pourquoi je choisis ici des paramètres qui sont du côté de la sécurité.
Filament PLA – particulièrement facile à imprimer
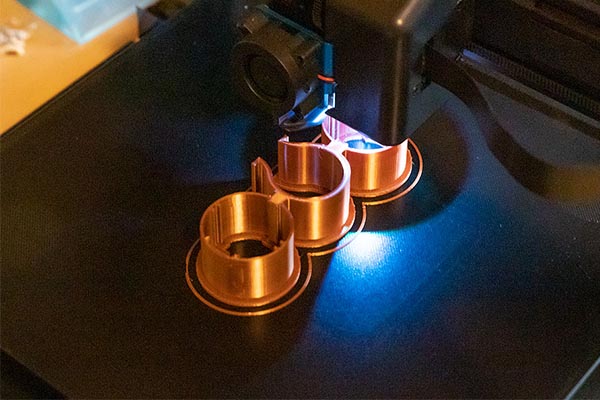
Filament PLA Silk Eryone couleur nuance cuivre
Mon filament préféré en PLA. Il est merveilleusement facile à imprimer, ne fait pas de fils, adhère très bien et a le meilleur ton de couleur que j’ai jamais vu avec un filament. Le cuivre ressemble vraiment à du cuivre ici, il a l’air si réel que vous pourriez vraiment le confondre avec du vrai cuivre. Les surfaces sont belles et propres, lisses et légèrement brillantes. Le prix est également correct.
Ma température d’impression préférée est de 210 ° C comme avec presque tous les PLA.
- Température d’impression – informations du fabricant : 190 ℃ – 220 ℃
- Vitesse – information du fabricant : 30-60 mm / s
- Ma température d’impression préférée : 210 ° C.
- Ma vitesse d’impression préférée : 60mm / s
- Ma température du lit d’impression : 80 ° C
- Ventilateur : 100% à partir de l’équipe deux
- Mon multiplicateur d’extrusion : 0.9
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm

ACHETER SUR AMAZON


GEEETECH PLA filament couleur Glows / fluorescent
Je l’utilise parfois lorsqu’un objet doit s’éclairer la nuit. Il fait ce qu’il doit faire, même si l’effet fluorescent pourrait être un peu plus fort. Il s’imprime à merveille, ne fait pas de fils, adhère très bien.
- Température d’impression information fournisseur : 210 ℃ – 240 ℃
- Informations sur le fabricant de la vitesse : n / a
- Ma température d’impression préférée : 210 ° C.
- Ma vitesse d’impression préférée : 60mm / s
- Ma température du lit d’impression : 80 ° C
- Ventilateur : 100% à partir de l’équipe deux
- Mon multiplicateur d’extrusion : 0.9
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm

ACHETER SUR AMAZON



GEEETECH filament PLA couleur nuance blanc
Un de mes PLAs standard. Il s’imprime merveilleusement bien, ne fait aucun fil, adhère très bien. C’est aussi un blanc solide très agréable et propre. Les couches fines laissent passer un peu de lumière, mais il ne semble pas transparent. Le prix est assez bon marché. Même après une longue période de stockage, je n’ai eu que de bonnes expériences avec ce filament.
- Information du fournisseur sur la température d’impression : 190 ℃ – 220 ℃
- Informations sur le fabricant de la vitesse : n / a
- Ma température d’impression préférée : 210 ° C.
- Ma vitesse d’impression préférée : 60mm / s
- Ma température du lit d’impression : 80 ° C
- Ventilateur : 100% à partir de l’équipe deux
- Mon multiplicateur d’extrusion : 0.9
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm

ACHETER SUR AMAZON



SUNLU PLA filament rouge
C’est aussi un de mes PLA standards que j’aime utiliser encore et encore. Il s’imprime merveilleusement bien, ne fait pas de fils, adhère très bien. Il est livré très joliment emballé et emballé, le prix est bon aussi. J’utilise la température d’impression habituelle de 210 ° C.
- Température d’impression – informations du fabricant : 200 ℃ – 230 ℃
- Informations sur la vitesse du fabricant : 50-100 mm / s
- Ma température d’impression préférée : 210 ° C.
- Ma vitesse d’impression préférée : 60mm / s
- Ma température du lit d’impression : 80 ° C
- Ventilateur : 100% à partir de l’équipe deux
- Mon multiplicateur d’extrusion : 0.9
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm

ACHETER SUR AMAZON




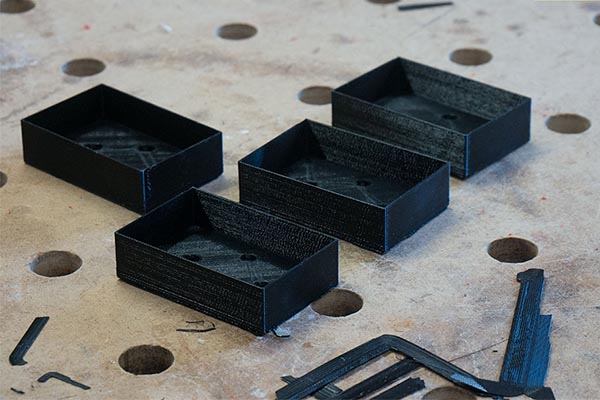
JANBEX filament PLA couleur noir
Egalement un PLA décent qui est aussi très bon marché. Il peut être imprimé merveilleusement, ne fait pas de fils, adhère très bien. J’utilise la température d’impression habituelle de 210 ° C. Il est livré soigneusement emballé, mais n’est pas toujours aussi bien emballé que le Sunlu Pla , mais il n’a pas causé de problèmes.
- Information du fournisseur sur la température d’impression : 190 ℃ – 220 ℃
- Informations sur le fabricant de la vitesse : n / a
- Ma température d’impression préférée : 210 ° C.
- Ma vitesse d’impression préférée : 60mm / s
- Ma température du lit d’impression : 80 ° C
- Ventilateur : 100% à partir de l’équipe deux
- Mon multiplicateur d’extrusion : 0.9
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm

Achat : ici via Amazon *

JANBEX PLA filament bleu
Un de mes PLAs standard quand il s’agit de la couleur bleue. Il s’imprime merveilleusement bien, ne fait pas de fils, adhère très bien. Le prix est assez bon marché.
- Information du fournisseur sur la température d’impression : 190 ℃ – 220 ℃
- Informations sur le fabricant de la vitesse : n / a
- Ma température d’impression préférée : 210 ° C.
- Ma vitesse d’impression préférée : 60mm / s
- Ma température du lit d’impression : 80 ° C
- Ventilateur : 100% à partir de l’équipe deux
- Mon multiplicateur d’extrusion : 0.9
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm

Achat : ici via Amazon *
Filament PLA Eryone teinte or

Peint en or par la suite
En soi très bon PLA, seulement la couleur n’est pas super. Pour moi, il a l’air jaune au lieu d’être doré, une honte si vous voulez du doré. Heureusement, vous pouvez simplement vaporiser le filament avec un vernis doré, ce qui lui donne un bien meilleur aspect. Comme je n’aime pas la couleur, j’utilise toujours ce PLA lorsque je veux vaporiser du PLA d’une autre couleur par la suite. Il s’imprime merveilleusement bien, ne fait pas de fils, adhère très bien. Le prix est également correct. J’utilise la température d’impression habituelle de 210 ° C.
- Température d’impression – informations du fabricant : 190 ℃ – 220 ℃
- Vitesse – information du fabricant : 30-60 mm / s
- Ma température d’impression préférée : 210 ° C.
- Ma vitesse d’impression préférée : 60mm / s
- Ma température du lit d’impression : 80 ° C
- Ventilateur : 100% à partir de l’équipe deux
- Mon multiplicateur d’extrusion : 0.9
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm

Achat : ici via Amazon *


Mon filament PETG (plus stable et un peu plus flexible que le PLA)
SUNLU filament 1.75mm PETG transparent
Un filament transparent qui m’a beaucoup stressé au début car il ne collait pas. Cela était principalement dû au fait que le fournisseur donnait des températures incorrectes. Je l’imprime maintenant avec une température de lit de 85°, j’utilise même 90° pour la première couche. J’utilise 240 ° C pour l’extrudeuse et 260 ° pour la première couche. Je peux donc imprimer très bien avec le matériel à 40mm / sec. De temps en temps, il tire un fil mais je peux vivre avec ça. L’avantage du PETG est qu’il est un peu plus stable que le PLA, il ne se casse pas aussi vite. Même les petits crochets avec des parois latérales de 0,5 mm sont très résistants. Cependant, le PETG transparent n’est vraiment transparent que dans les couches les plus fines ; plusieurs couches apparaissent souvent blanches. Il n’est donc vraiment beau qu’avec des modèles adaptés.PETG gris * ou blanc * du même fournisseur.
- Température d’impression – informations du fabricant : 220 ℃ – 250 ℃
- Informations sur la vitesse du fabricant : 50-100 mm / s
- Ma température d’impression préférée : 240 ° C. (première couche 260 ° C)
- Ma vitesse d’impression préférée : 40mm / s
- Ma température de lit : 85 ° C (première couche 90 ° C)
- Ventilateur : de l’équipe quatre 25%, de l’équipe six 40%, de l’équipe huit 60%.
- Bord : je préfère imprimer un petit bord (tablier avec 4-6 contours) qui évite le relâchement par déformation.
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0,4
- Ma rétraction : 2mm

Achat : ici via Amazon *


SUNLU filament 1.75mm PETG gris – Mon favori actuel !
Maintenant, mon filament PETG préféré et standard pour les pièces qui sont mécaniquement plus sollicitées ou les choses que j’utilise aussi à l’extérieur. Il est très résistant aux chocs et peut également être mieux plié dans des structures fines que le PLA, par exemple. Le gris moyen est très beau et très universellement applicable. J’utilise 240 à 250 ° C pour l’extrudeuse et 260 ° pour la première couche. Je peux donc imprimer très bien avec le matériau à 40mm / sec, maintenant presque aussi bien que le PLA. En dessous de 260 ° il n’y a presque pas de stringing (fils). Les ponts et les porte-à-faux ne sont pas non plus un problème lors de l’impression. Même les structures de soutien peuvent souvent être facilement retirées avec ce filament. Le filament est bien enroulé et est livré bien emballé. Le prix se situe dans la fourchette inférieure, ce qui en fait une véritable recommandation !
- Température d’impression – informations du fabricant : 220 ℃ – 250 ℃
- Informations sur la vitesse du fabricant : 50-100 mm / s
- Ma température d’impression préférée : 240 ° C. (première couche 260 ° C)
- Ma vitesse d’impression préférée : 40mm / s
- Ma température de lit : 85 ° C (première couche 90 ° C)
- Ventilateur : de l’équipe quatre 25%, de l’équipe six 40%, de l’équipe huit 60%.
- Bord : je préfère imprimer un petit bord (tablier avec 4-6 contours) qui évite le relâchement par déformation.
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0,4
- Ma rétraction : 2mm

Achat : ici via Amazon *




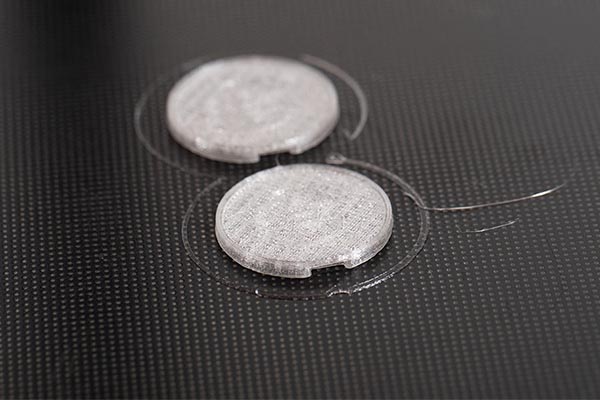
SUNLU filament 1.75mm PETG blanc
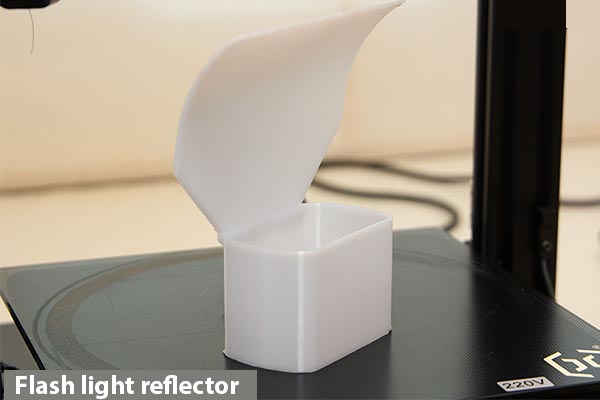
C’est aussi l’un de mes filaments PETG préférés pour les pièces qui doivent être stables, résistantes aux chocs et largement à l’abri des intempéries. J’utilise 240 à 250 ° C pour l’extrudeuse et 260 ° pour la première couche. Ainsi, je peux imprimer très bien avec le matériau à 40 – 60mm / sec, sans aucun problème. Il tire à peine les fils (stringing) et même les structures de support peuvent être facilement et proprement retirées. Pour moi, la couleur “blanche” ressemble plus à du blanc de lait, elle est légèrement transparente, donc très translucide. Par exemple, ce filament est idéal pour les réflecteurs de lumière de flash (voir photo). Si vous voulez la couleur, ce PETG est aussi une vraie recommandation. Les ponts et les porte-à-faux ne posent également aucun problème lors de l’impression. Le filament est bien enroulé et est livré bien emballé. Le prix se situe dans la fourchette basse, d’où une véritable recommandation !
- Température d’impression – informations du fabricant : 220 ℃ – 250 ℃
- Informations sur la vitesse du fabricant : 50-100 mm / s
- Ma température d’impression préférée : 240 ° C. (première couche 260 ° C)
- Ma vitesse d’impression préférée : 40-60mm / s
- Ma température de lit : 85 ° C (première couche 90 ° C)
- Ventilateur : de l’équipe quatre 25%, de l’équipe six 40%, de l’équipe huit 60%.
- Bord : je préfère imprimer un petit bord (tablier avec 4-6 contours), ce qui évite en toute sécurité le relâchement par gauchissement
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0,4
- Ma rétraction : 2mm

Achat : ici via Amazon *



Overture- PETG – Bleu Métallique
Je n’ai eu qu’un seul échantillon jusqu’à présent, donc je n’ai pas autant d’expérience avec ce PETG qu’avec d’autres. Cependant, l’échantillon a pu être imprimé bien, en fait aussi bien que mon Sunlu-Petg * préféré précédemment, le stringing semble être légèrement plus élevé ici, mais encore dans des limites raisonnables. Je l’imprime avec une température de lit de 85 °, où j’utilise même 90 ° pour la première couche. J’utilise 240 ° C pour l’extrudeuse et 260 ° pour la première couche. Ainsi, je peux imprimer très bien avec le matériel à 40mm / sec.
- Température d’impression information du fabricant : 210 ℃ – 240 ℃
- Informations sur la vitesse du fabricant : n / a
- Ma température d’impression préférée : 240 ° C. (première couche 260 ° C)
- Ma vitesse d’impression préférée : 40mm / s
- Ma température de lit : 85 ° C (première couche 90 ° C)
- Ventilateur : de l’équipe quatre 25%, de l’équipe six 40%, de l’équipe huit 60%.
- Bord : je préfère imprimer un petit bord (tablier avec 4-6 contours) qui évite le relâchement par déformation.
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0,4
- Ma rétraction : 2mm

Référence: Amazon


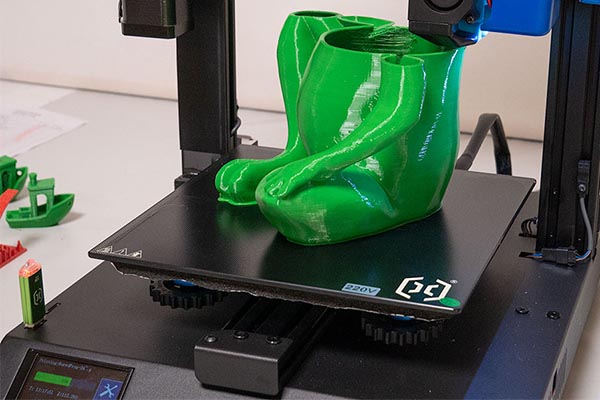
Ouverture – PETG – vert gazon
Un beau vert clair. Ce PETG peut également être imprimé assez bien et facilement, en fait aussi bien que le Sunlu-Petg que je préférais auparavant. Le cordage semble parfois un peu plus élevé ici, mais reste dans les limites. La stabilité me semble tout aussi bonne. Je l’imprime avec une température de lit de 85 °, où j’utilise même une température de lit de 90 ° C pour la première couche. J’utilise 240 ° C pour l’extrudeuse et 260 ° pour la première couche. Ainsi, je peux imprimer très bien avec le matériel à 40mm / sec. Le prix est dans la gamme inférieure à moyenne.
- Température d’impression information du fabricant : 210 ℃ – 240 ℃
- Informations sur la vitesse du fabricant : n / a
- Ma température d’impression préférée : 240 ° C. (première couche 260 ° C)
- Ma vitesse d’impression préférée : 40mm / s
- Ma température de lit : 85 ° C (première couche 90 ° C)
- Ventilateur : de l’équipe quatre 25%, de l’équipe six 40%, de l’équipe huit 60%.
- Bord : je préfère imprimer un petit bord (tablier avec 4-6 contours) qui évite le relâchement par déformation.
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0,4
- Ma rétraction : 2mm

ACHETER SUR AMAZON

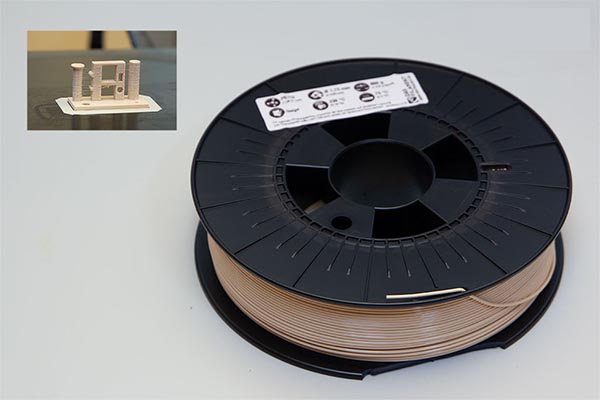
DasFilament – PETG – Beige
Ce PETG a une belle couleur beige solide et peut en fait être imprimé aussi bien que mon préféré, le blanc Sunlu *. J’utilise les mêmes réglages, pour ainsi dire, 260 ° C pour la première couche et 240 ° C pour le reste. Avec des vitesses de 30 à 60 mm, le résultat est très bon. Les structures de support peuvent également être retirées après coup avec ce filament, mais un peu plus difficilement qu’avec le Sulu-weiss susmentionné. Il n’y a pratiquement pas de cordage de fil, c’est normal. Le filament est aussi enroulé assez proprement, mais on m’a donné un rouleau de filament avec un bord cassé (voir photo). Celui-ci a d’abord dû être collé pour que le filament puisse être déroulé, j’espère que cela reste un cas isolé. Le prix se situe dans la fourchette basse à moyenne.
- Température d’impression information du fabricant : 210 ℃ – 240 ℃
- Informations sur la vitesse du fabricant : n / a
- Ma température d’impression préférée : 240 ° C. (première couche 260 ° C)
- Ma vitesse d’impression préférée : 40-60mm / s
- Ma température de lit : 85 ° C (première couche 90 ° C)
- Ventilateur : de l’équipe quatre 25%, de l’équipe six 40%, de l’équipe huit 60%.
- Bord : je préfère imprimer un petit bord (tablier avec 4-6 contours) qui évite le relâchement par gauchissement
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0,4
- Ma rétraction : 2mm
Référence: DasFilament





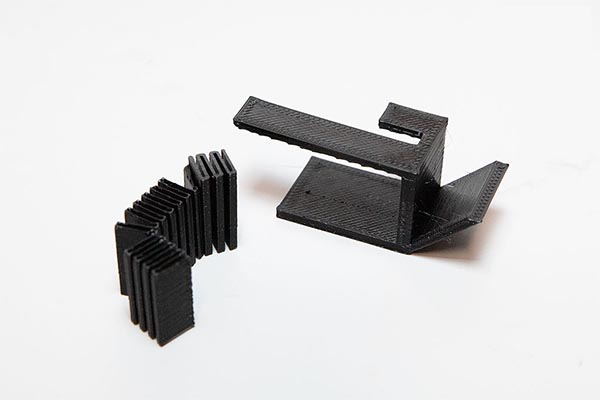
filamentworld – PETG – Noir
Ce filament s’est avéré un peu plus difficile à imprimer. Les températures recommandées par le fournisseur 195 – 225 ° C n’ont pas donné de bons résultats pour moi. J’ai donc augmenté la température petit à petit et, à la fin, je me suis presque retrouvé avec mes paramètres standard PETG, entre 235 et 240 ° C. Le résultat d’impression était meilleur à 240 ° C et tous les ponts ont également été imprimés dans le test de pont. À 230 ° C, l’imprimante n’a pas fait le dernier pont, voir la photo. En outre, le modèle s’est déformé à 230 ° C, et le modèle de pont ne se tenait pas bien sur la table après l’impression. Avec ce filament, les structures de support peuvent encore être retirées après l’impression, mais c’est aussi un peu plus difficile. La seule chose que j’ai appréciée dans ce filament, c’est qu’il n’y avait pratiquement pas de cordage. Cependant, ce ne sera pas mon filament standard, l’adhérence n’était pas aussi bonne qu’avec d’autres filaments PET, même à 260 ° C d’impression avec un lit de 90 °, de sorte que j’ai souvent eu des problèmes et des fausses impressions ici à cause de la première couche. Le prix est dans la gamme moyenne.
- Informations sur la température d’impression du fabricant : 195 ℃ – 225 ℃
- Informations sur la vitesse du fabricant : n / a
- Ma température d’impression préférée : 235 – 240 ° C. (première couche 260 ° C)
- Ma vitesse d’impression préférée : 40-60mm / s
- Ma température de lit : 85 ° C (première couche 90 ° C)
- Ventilateur : de l’équipe quatre 25%, de l’équipe six 40%, de l’équipe huit 60%.
- Bord : je préfère imprimer un petit bord (tablier avec 4-6 contours) qui évite le relâchement par gauchissement
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0,4
- Mon rétraction : 6mm
Référence: filamentworld



Filament TPU – flexible comme du caoutchouc, mais particulièrement facile à imprimer.
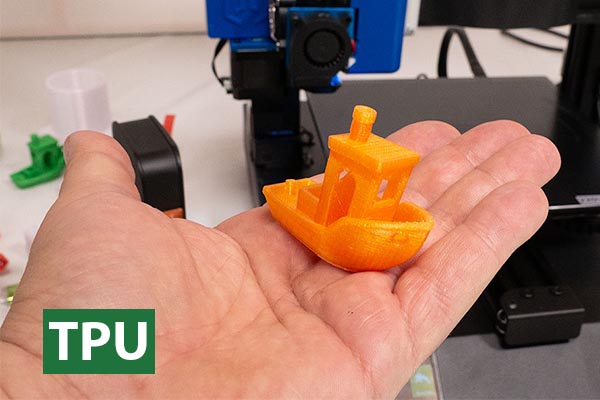
GEEETECH TPU teinte orange
Un filament flexible très agréable, il ressemble un peu à du caoutchouc plus dur. L’élasticité peut être contrôlée quelque peu avec le degré de remplissage, avec un remplissage à 100% (infill) il devient assez dur. Il est merveilleusement facile à imprimer, tout aussi facile que le PLA, notamment parce que l’adhésion est très bonne ! Il faut juste imprimer un peu plus lentement, pour l’instant j’ai utilisé 30mm à 49mm / sec, 50°C de température de lit et 220°C pour la buse. Il fait déjà un peu plus de fils (stringing) que PLA ou PETG, mais il est encore dans le cadre. La couleur fait penser à un vrai feu arrière orange ou orangé, les structures plus fines laissent aussi passer la lumière. Le prix est moyen à bas. Les structures de support sont parfois un peu difficiles à enlever avec ce filament, donc utilisez-les sans structures de support si possible.
- Température d’impression – informations du fabricant : 200 ℃ – 220 ℃
- Vitesse information constructeur : 40mm / s.
- Ma température d’impression préférée : 220 ° C
- Ma vitesse d’impression préférée : 40mm / s
- Ma température du lit d’impression : 50 ° C
- Ventilateur : 10% de l’équipe deux
- Bord : non nécessaire
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm
Achat : ici via Amazon *

extrudr® TPU medium ANTHRACITE
C’est aussi un beau filament, mi-dur et flexible, avec une dureté Shore de A98. On pourrait aussi dire gris foncé pour la couleur anthracite. Pour ce filament, le fabricant recommande une température d’impression de 230 à 250 ° C dans la fiche technique. Cela m’a un peu surpris, car le TPU est généralement imprimé à environ 220 ° C. J’ai obtenu les meilleurs résultats jusqu’à présent avec 220 à 230 ° C. L’adhésion est bonne à ces températures. Néanmoins, il y a un léger effet de déformation ici et là, c’est-à-dire que l’objet 3D se détache un peu sur les bords. C’est pourquoi j’imprime toujours ce TPU avec un petit tablier (bordure). L’adhésion est encore meilleure si vous imprimez la première couche à 240 ° C. De légères ficelles (c’est-à-dire des fils) sont déjà présentes, mais dans le cadre habituel du TPU. Les objets 3D collés peuvent également être retirés très facilement du lit d’impression, même lorsqu’ils sont chauds. Dans la mesure du possible, les structures de support doivent être évitées avec ce filament, car elles sont très difficiles, voire impossibles, à retirer. Le filament est enroulé proprement et est livré bien emballé. Le prix se situe dans la fourchette basse à moyenne.
- Température d’impression information du fabricant : 230 ℃ – 250 ℃
- Informations du fabricant sur la vitesse : 20-30mm / s.
- Ma température d’impression préférée : 230 ° C (première couche 240 ° C)
- Ma vitesse d’impression préférée : 40mm / s
- Ma température du lit d’impression : 60 ° C
- Ventilateur : de l’équipe deux 10%, de l’équipe trois 100%.
- Bord : je préfère imprimer un petit bord (tablier avec 4-6 contours) qui évite le relâchement par déformation.
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm

Achat : ici via Amazon *




DasFilament – TPU – Blanc
Un filament moyennement dur avec une dureté Shore de 94A qui a également pu être imprimé sans problème. Pour l’impression, j’utilise la température d’impression de 220 ° C spécifiée par le fabricant. Au lieu des 30 mm / s spécifiés, cependant, j’imprime avec 40 mm / s parce que je ne pouvais pas trouver de différences ici. L’adhérence est très bonne et je n’ai pas remarqué de déformation jusqu’à présent. L’élasticité peut être contrôlée quelque peu avec le degré de remplissage, avec 100% de remplissage (infill) il devient assez dur. Malheureusement, ce TPU produit aussi de légers cordages (fils fins). La couleur blanche (RAL 9003) est un très beau blanc coloré et non transparent ! Le prix se situe dans la fourchette basse à moyenne. Avec ce filament, les structures de support sont parfois difficiles, voire impossibles à enlever, il est donc préférable de les utiliser sans structure de support si possible.
- Température d’impression : 220 ℃ + -15%.
- Informations du fabricant sur la vitesse : 20-30 mm / s.
- Ma température d’impression préférée : 220 ° C
- Ma vitesse d’impression préférée : 40mm / s
- Ma température du lit d’impression : 50 ° C
- Ventilateur : 10% à partir de l’équipe deux
- Bord : non nécessaire
- Mon multiplicateur d’extrusion : 1
- Ma largeur d’extrusion : 0.4
- Ma rétraction : 2mm
Référence: DasFilament



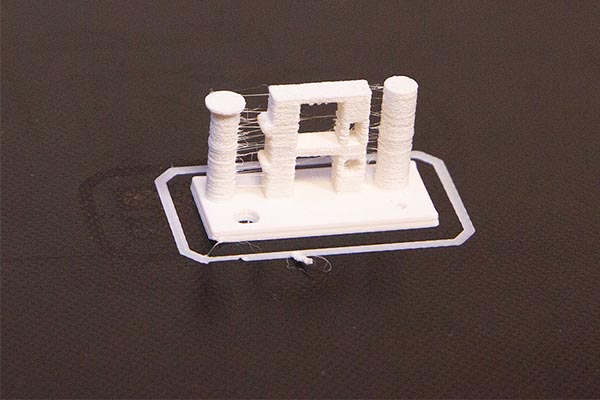

image set 34