

L’effet fantôme, alias ondulation (ringing, rippling) est un défaut d’impression 3D courant avec les technologies FDM et FFF. Le problème est le plus visible sur les modèles présentant des surfaces verticales planes. Les ondulations se produisent lorsque la direction du mouvement de la tête d’impression change en raison des vibrations mécaniques de la conception de l’imprimante.
Dans cet article, nous allons vous expliquer comment résoudre le problème de l’impression fantôme en 3D, étape par étape. Lisez la suite,
5 étapes pour réparer les images fantômes d’une impression 3D (Ripples)

Étape 1. Vérifiez la mécanique
Il est conseillé de commencer à lutter contre les défauts d’impression de nature mécanique en vérifiant et en serrant les raccords à vis. Il se peut que les vis n’aient pas été suffisamment serrées lors de l’assemblage ou qu’elles se soient desserrées avec le temps, au fur et à mesure de l’utilisation de l’imprimante.
Le jeu et la réduction de la résistance structurelle ont un effet négatif sur la qualité d’impression. Par conséquent, avant de modifier les paramètres de l’imprimante, assurez-vous que le bourdonnement n’est pas dû à des connexions incorrectes.
Idéalement, les raccords à vis doivent être tirés à l’aide d’une clé dynamométrique. Toutefois, si vous travaillez chez vous avec des outils conventionnels, évitez d’utiliser une force excessive, car vous risquez d’endommager le filetage, la rainure de clavette ou la clavette elle-même.

Par exemple, pour les imprimantes assemblées à partir d’un profilé structurel, vous devez d’abord contrôler les vis qui fixent les profilés. Voir ci-dessous la connexion des rails Z à la base sur l’imprimante Longer LK5 Pro.

Il est également important de fixer les plaques de chariot au profilé. La procédure pour serrer les vis ici n’est pas facile ; vous devez retirer le profilé X des rails Z. La vidéo ci-dessous montre comment procéder sur l’Ender-3 :
Vous devez également vérifier l’état des pièces mobiles. Le mouvement le long de tous les axes doit être régulier, sans claquement ni bruit parasite.
Si les chariots de l’imprimante sont équipés de galets, vérifiez leur réglage. Lorsque le chariot ou la table se déplace fortement, le rouleau de réglage est trop serré. Dans ce cas, desserrez-le un peu. Si les rouleaux s’éloignent du profil de guidage, vous devez augmenter la pression.

Par exemple, si le guide X se déplace facilement vers le haut et vers le bas, cela peut être la raison d’une pression insuffisante des rouleaux sur le guide Z.

Dans ce cas, vous devrez augmenter la pression du rouleau excentrique.
Étape 2 : Vérifiez les courroies
La procédure de tension de la courroie varie d’une imprimante à l’autre. La solution la plus simple est celle où le fabricant permet de régler la tension sans avoir à utiliser d’outils.

Réglage de la tension de la courroie X sur Creality Ender-3 v2.
Pour régler une courroie dont la tension est assurée par le déplacement du support de rouleau, desserrez les vis, déplacez manuellement le support et, tout en le maintenant, fixez-le.
 Réglage de la tension de la courroie en Y sur la Creality Ender-3 Pro. Desserrez les vis, déplacez le support de rouleau, fixez-le. Photo par Creality.com.
Réglage de la tension de la courroie en Y sur la Creality Ender-3 Pro. Desserrez les vis, déplacez le support de rouleau, fixez-le. Photo par Creality.com.
Pour les modèles d’imprimantes 3D les plus populaires, vous pouvez trouver des modèles de tendeurs de courroie à vis développés par la communauté.

Tendeur de courroie modèle Y pour Creality Ender-3.
Il existe également d’autres façons de tendre les courroies. Par exemple, vous pouvez décaler les moteurs, comme dans le cas de la FlyingBear Reborn. Enfin, pour certaines imprimantes économiques, vous ne pouvez pas du tout tendre les courroies. Un bon exemple de ce type d’imprimante est la Kingroon KP3S. La courroie de l’imprimante est fixée de manière rigide à l’aide de serre-câbles, et le moteur et le rouleau ne bougent pas.

Le réglage de la tension de la courroie n’est pas prévu, le rouleau est fixé de manière rigide.
Dans le cas du KP3S, pour augmenter la tension de la courroie, il faut la retirer d’un des supports, marquer ou photographier la configuration actuelle au cas où, retirer le serre-câble à l’aide d’une pince coupante et déplacer la boucle d’une ou deux dents.

Fixation de la ceinture avec un lien sur Kingroon KP3S.
Il existe également des tendeurs qui sont installés sur une section droite de la courroie. Ces tendeurs sont rigides, réglables et à ressort. Ces modifications ne sont pas forcément disponibles partout car elles réduisent le jeu de la courroie et peuvent affecter la taille de la zone imprimable.
Les tendeurs à ressort ne sont pas le meilleur choix, car ils peuvent “jouer” lorsqu’ils changent de direction, ce qui modifie la tension.

Un exemple de tendeur de courroie réglable imprimé en 3D.
Il est difficile de donner une recommandation unique sur la tension de la courroie sur n’importe quelle imprimante. Par conséquent, il suffit de suivre cette règle : si vous tirez une courroie correctement tendue sur une longue section, elle doit osciller un peu, mais pas bourdonner comme une ficelle.
Une tension excessive de la courroie peut entraîner une usure accrue de celle-ci, une déformation des composants de l’imprimante et un autre défaut d’impression – de petites ondulations sur toute la surface, même verticale.

Effet de la tension de la courroie. Le modèle de gauche dans l’illustration du haut est avant les réglages. Les paramètres d’impression sont les mêmes dans tous les cas.
Étape 3 : Assurez-vous que l’imprimante est stable.
Non seulement l’état de l’imprimante est important, mais aussi la façon dont elle est installée. Si la surface est inégale ou bancale, les vibrations de l’imprimante et du support, ensemble ou séparément, peuvent également affecter la qualité d’impression. Si l’imprimante “roule” sur la surface, vous pouvez installer des pieds amortisseurs ou un tapis en caoutchouc. Une autre option consiste à réduire la vitesse et l’accélération de l’impression.

Un exemple de pieds amortisseurs simples pour un profilé extrudé. Photo par Thingiverse.com.
Étape 4 : Régler la vitesse, l’accélération et les saccades
Les défauts d’impression peuvent être dus aux paramètres de vitesse de l’imprimante. Parlons brièvement de ce dont chaque paramètre est responsable :
Vitesse (Vitesse, Vélocité)
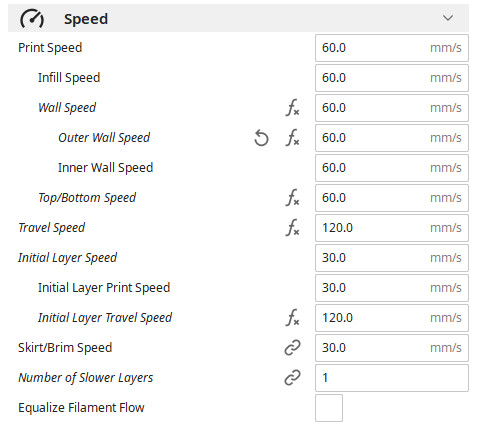
Paramètres de vitesse d’impression dans Cura.
Le paramètre Vitesse fait référence à la vitesse de déplacement des pièces mobiles. La vitesse est mesurée en mm/s.
Accélération

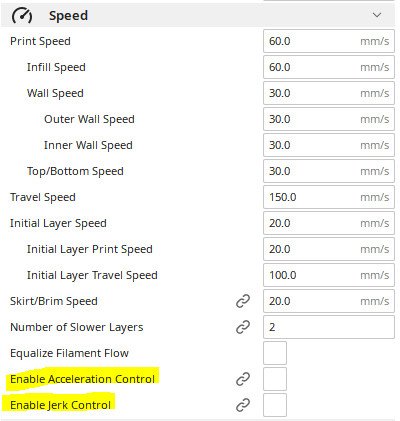
Paramètres d’accélération dans Cura (situés dans l’onglet Vitesse, en dessous de la vitesse)
L’accélération détermine l’intensité de l’augmentation ou de la diminution de la vitesse, c’est-à-dire l’accélération ou la décélération. Par exemple, 1000 mm/s2 signifie qu’en une seconde, la vitesse peut augmenter de 1000 mm/s.
Jerk

Paramètres du Jerk dans Cura (situés dans l’onglet Vitesse, en dessous des accélérations).
Jerk spécifie le changement de vitesse maximum (de 0mm/s à la vitesse spécifiée) que l’imprimante peut passer à la vitesse définie sous le paramètre jerk sans respecter la vitesse d’accélération.
La variation absolue de la vitesse (en considérant les deux axes), de la fin du freinage au début de l’accélération, est le jerk.

En général, plus il y a de secousses, d’accélérations et de vitesses, plus l’impression est rapide et plus la probabilité de défauts est grande. La valeur des saccades est généralement comprise entre 10 et 30 mm/s. Les paramètres d’accélération et d’à-coup sont stockés dans le microprogramme de l’imprimante, mais peuvent être modifiés par le biais des paramètres EEPROM* ou à l’aide d’une commande spéciale dans le travail d’impression.
*L’EEPROM est une mémoire réinscriptible en lecture seule qui stocke un certain nombre de paramètres de l’imprimante. Certains de ces paramètres comprennent :
- Le nombre de micropas du moteur par millimètre de mouvement.
- Les valeurs d’étalonnage de l’élément chauffant
- Les vitesses de mouvement maximales, les accélérations, etc.
Les valeurs d’accélération typiques des imprimantes 3D grand public sont de 500 à 5000 mm/s2. Plus l’accélération est importante, plus l’impression est rapide, et plus les exigences en matière de rigidité et de fiabilité de la conception de l’imprimante sont élevées.
Pour déterminer les accélérations maximales autorisées, vous pouvez utiliser le modèle de calibration fourni par le plugin Calibration Shapes pour Cura. Depuis la version 1.7, Cura dispose d’un modèle de tour d’accélération.

Ajout d’un modèle de test.

Pour le modèle de test, vous devez ajouter un script de post-traitement.

Le script SpeedTower avec les paramètres spécifiés augmente l’accélération de l’impression de 1000 toutes les 25 couches (5 mm à la couche 0.2). La valeur initiale est de 2000 mm/s2.

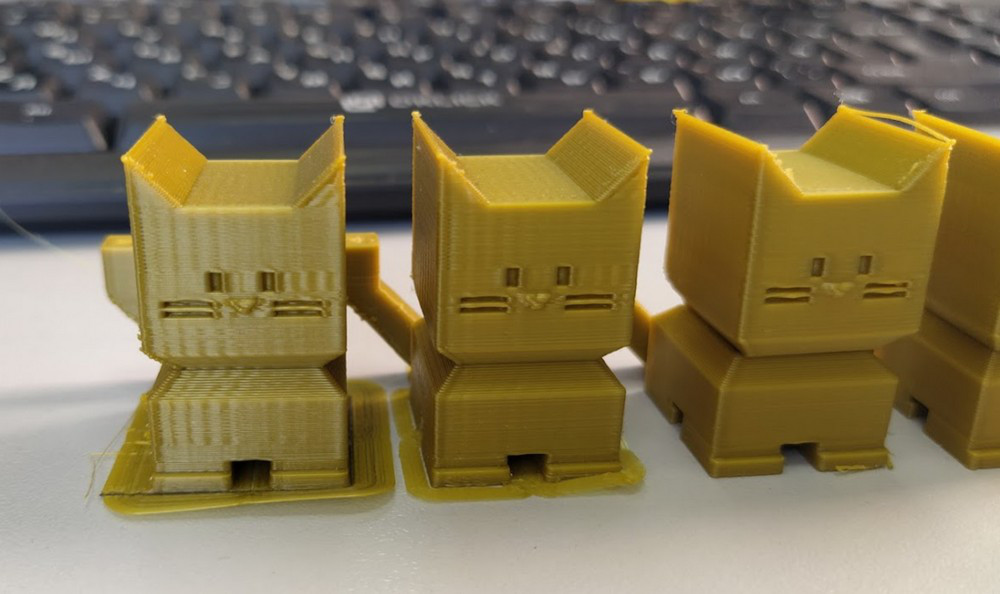
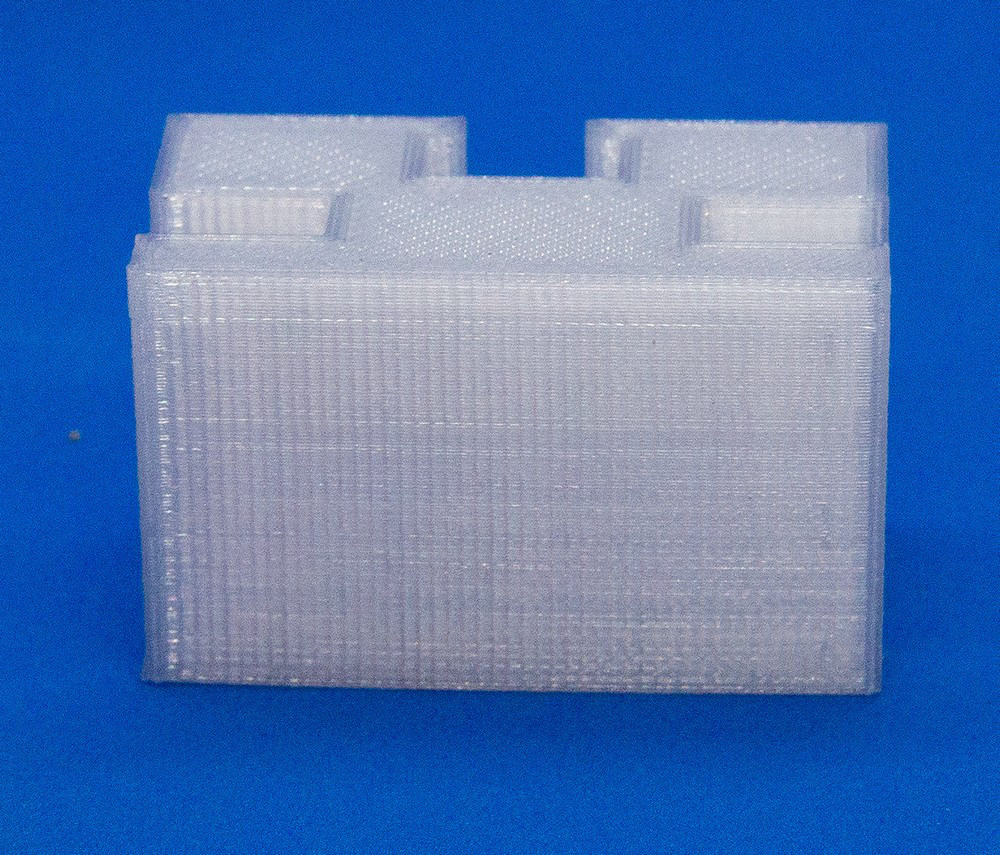
L’augmentation de l’accélération de l’impression doit être effectuée avec prudence. Ici, la Kingroon KP3S est tombée en panne à 7000 mm/s2, ce qui a provoqué le déplacement de l’impression le long de l’axe des Y.

Nous interprétons les résultats du test comme suit : lorsque l’on imprime à une vitesse de 60 mm/s sur la Kingroon KP3S, il est logique de régler l’accélération à un maximum de 3000 mm / s2.
Si l’on extrapole à d’autres vitesses d’impression, le motif d’ondulation restera d’intensité similaire. Cependant, à une vitesse inférieure, la zone de défaut sera plus courte, et à une vitesse supérieure, elle sera plus longue.

Les réglages pour les saccades et les accélérations sont les mêmes. De gauche à droite : 30 mm/s – ondulations légèrement visibles, 60 mm/s – ondulations notables, 90 mm/s – ondulations importantes.
Étape 5. Sauvegarde des paramètres
Les paramètres d’accélération et de secousse dans Cura sont appliqués directement au travail en cours de préparation. Après avoir déterminé les valeurs optimales de ces paramètres, il est conseillé de les écrire dans la mémoire permanente de l’imprimante. Si l’imprimante est équipée d’un écran graphique monochrome (par exemple, la version de base d’Ender-3), le menu contient les paramètres d’accélération et de secousse : Control -> Motion l -> Acceleration et Control l ->Motion l -> Jerk.
Après avoir modifié ces paramètres, vous devez les sauvegarder : Control l ->Store Settings.
Si les valeurs d’accélération et de secousse de la mémoire de l’imprimante sont utilisées, le contrôle est désactivé dans le trancheur.
De plus en plus, les écrans tactiles graphiques courants ne permettent généralement pas d’effectuer un réglage fin de l’imprimante. Dans ce cas, il existe deux options alternatives pour enregistrer les valeurs des accélérations et des secousses dans une mémoire permanente.
La première option consiste à générer manuellement un code de contrôle. Pour ce faire, à l’aide d’un simple éditeur de texte tel que le Bloc-notes standard de Windows, créez un document texte, insérez-y des commandes, changez l’extension du fichier en .gcode, écrivez le fichier sur une carte mémoire et imprimez-le.
 .
.
Ensuite, écrivez ces commandes de contrôle dans le document texte que vous avez ouvert :
M204 X3000 Y3000
M205 X30 Y30
M500
Enfin, enregistrez le fichier en changeant son extension en .gcode au lieu du .txt par défaut.
La première commande consiste à régler les accélérations à 3000 mm/s² pour les axes X et Y. La seconde commande consiste à régler les secousses à 30 mm/s respectivement. La deuxième commande consiste à fixer les secousses à 30 mm/s respectivement. La troisième commande est pour écrire en mémoire. L’impression de ce fichier de code G entraîne le stockage des paramètres spécifiés dans la mémoire permanente de l’imprimante. Après l’exécution de ce fichier, tous les travaux d’impression lancés ultérieurement seront exécutés avec les paramètres de vitesse, d’accélération et de secousses spécifiés.
La deuxième option consiste à insérer ces commandes dans le code de démarrage du trancheur afin qu’elles soient appliquées avant l’impression du travail suivant.
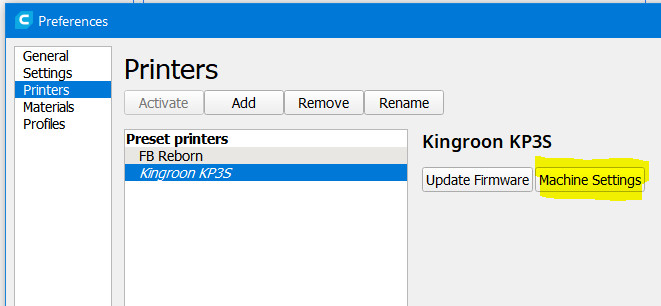
Préférences – Configurer Cura – Imprimantes – Paramètres de la machine.
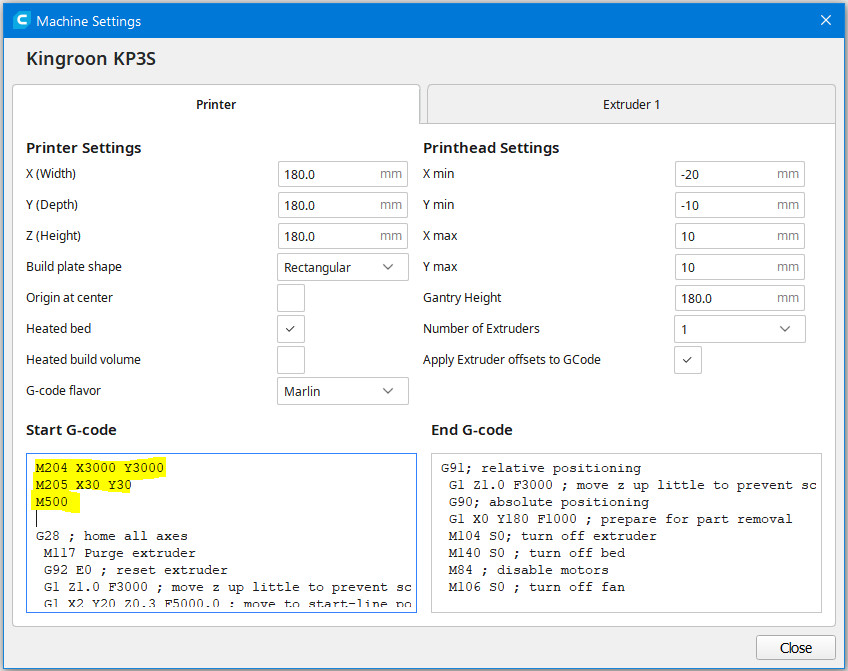
Insertion de commandes de contrôle dans le code de démarrage du slicer.

Avant de préparer la tâche suivante, il est conseillé de remettre le code de démarrage dans son état initial.
Une autre ondulation
Ondulations uniformes, dans ce cas causées par une courroie trop serrée.
Il existe un autre défaut d’impression similaire à celui décrit. La principale différence est que les ondes verticales sont droites. Elles ne suivent pas les contours des trous et des parties saillantes de la pièce. De plus, les ondes sont réparties uniformément sur les surfaces verticales, plutôt que concentrées aux endroits où la direction du mouvement change.
Les causes d’ondulations constantes comprennent une tension excessive de la courroie, des poulies et des moteurs de mauvaise qualité. Si les ondulations sont irrégulières mais intermittentes, cela peut indiquer des guides, des roulements linéaires ou des rouleaux usés ou endommagés, selon la conception de l’imprimante.
Conclusion
Un défaut sous forme d’ondulations (ringing, ghosting, rippling), clairement visible même sur des surfaces verticales, est généralement dû aux vibrations mécaniques des pièces de l’imprimante. Pour lutter contre les ondulations, vérifiez l’état des fixations de l’imprimante et la tension des courroies. Réglez également la vitesse, les accélérations et les secousses.
Il est conseillé de sélectionner les paramètres optimaux en imprimant des modèles de test. Les valeurs obtenues peuvent être utilisées dans les paramètres du trancheur ou enregistrées dans la mémoire permanente de l’imprimante.
Nous espérons que notre article vous a aidé à apprendre comment réparer les ondulations dans l’impression 3D.