

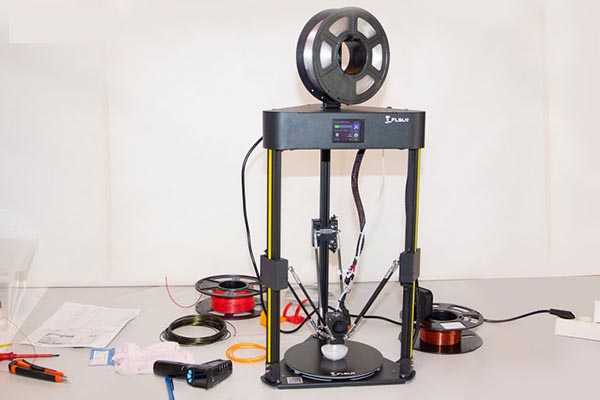
La Flsun Q5 est une nouvelle imprimante 3D de conception dite Delta. Ce design est très compact, de sorte que l’imprimante prend très peu de place et s’adapte même à un bureau normal de bureau ou de maison. Les imprimantes 3D Delta sont également rapides et précises. Le seul inconvénient est qu’elles sont généralement assez chères.
La Flsun Q5 est une véritable exception. Cet appareil est même moins cher que de nombreuses imprimantes 3D conventionnelles. Dans cet examen de l’imprimante 3D Delta FLsun Q5, nous allons découvrir les capacités de l’appareil.
Revue de l’imprimante 3D FLsun Q5 Delta

DISPONIBLE SUR AMAZON
Il y a quelques semaines, j’ai décidé de tester l’imprimante 3D Delta Flsun Q5. J’ai regardé la description et j’étais un peu sceptique au début. L’imprimante était extrêmement bon marché (prix actuel ici) et la construction delta avec les trois bras mobiles semble étrange. En fait, je ne pensais pas que l’on pouvait obtenir des modèles 3D propres et de qualité avec cette imprimante.
Cependant, je n’ai jamais eu d’imprimante 3D Delta et je devais donc la tester.
Il s’avère que ce test a été une bonne décision. En pratique, l’appareil m’a surpris très positivement. En un mot, en termes de qualité d’impression, la Flsun Q5 bon marché tient facilement la comparaison avec des imprimantes 3D de conception conventionnelle beaucoup plus coûteuses.
Même mon ancienne imprimante préférée, l’Artillery Sidewinder X1 , n’était en aucun cas meilleure en termes de qualité et de vitesse d’impression. Au contraire, elle était à peu près au même niveau.
Différences entre les imprimantes 3D Delta et conventionnelles

Exemple d’imprimantes 3D conventionnelles
Avant d’entrer dans le détail des propriétés de l’imprimante 3D Delta Flsun Q5, examinons le design de la Delta.
Imprimantes 3D cartésiennes
La plupart des imprimantes 3D disponibles aujourd’hui sont des imprimantes 3D dites cartésiennes. Ces unités fonctionnent avec le système de coordonnées cartésiennes connu des mathématiques, qui déplace la tête d’impression sur les trois axes X, Y et Z. La tête d’impression peut se déplacer vers la gauche, la droite, l’avant, l’arrière et le haut.
Souvent, les imprimantes 3D cartésiennes sont construites de manière à ce que la tête d’impression ne se déplace que dans les directions Z et X. Cela est souvent plus facile à construire. C’est souvent plus facile à construire. Pour le mouvement Y, au lieu de la tête d’impression, c’est toute la plaque de base (le lit d’impression) qui se déplace avec le modèle.
Toutefois, les deux options sont identiques, car c’est ainsi que fonctionnent les imprimantes 3D cartésiennes.
Imprimantes 3D Delta

Delta printer Flsun Q5
Une imprimante delta, telle que la Flsun Q5, est conçue de manière totalement différente. Ici, la tête d’impression est fixée à des bras (une tige) avec trois chariots. Tous les chariots ne se déplacent que verticalement, de haut en bas. Les axes verticaux sont désignés comme les axes A, B et C. Grâce à la liaison et aux différents mouvements verticaux, la tête d’impression peut également cibler chaque point d’un espace 3D cylindrique.
Comme l’espace accessible est cylindrique, ces imprimantes ont généralement toujours une plaque de base ronde. De plus, étant donné que ces imprimantes sont contrôlées de la même manière que les imprimantes 3D classiques, elles doivent convertir en direct les coordonnées X, Y et Z dans le système de coordonnées ABC pendant l’impression.
L’avantage des imprimantes delta est que le lit d’impression ne doit pas bouger. Cela présente un avantage certain pour les enregistrements en temps réel, par exemple. De plus, l’imprimante est compacte en largeur et en profondeur ; elle est à peine plus grande que le lit d’impression réel. Bien qu’elle soit généralement plus élevée que celle des imprimantes conventionnelles, l’empreinte au sol est nettement plus faible. Enfin, la précision ne diminue pas non plus en hauteur. L’appareil imprime la première couche avec autant de précision que la dernière couche supérieure.
Le seul inconvénient est qu’il existe rarement des imprimantes delta équipées d’un extrudeur direct, car la tête d’impression ne doit pas être si lourde. Si des problèmes de pression devaient survenir en raison d’un moteur défectueux, d’une courroie crantée desserrée, d’une glissière ou autre, il serait alors difficile de déterminer lequel des 3 axes a le problème.
Entre les imprimantes 3D delta et cartésiennes, lesquelles sont les plus précises ? Vous obtiendrez plusieurs avis d’experts sur cette question. Ce qui est certain, c’est que les imprimantes Delta sont souvent préférées à des échelles plus grandes. Ces imprimantes sont même utilisées pour la construction de maisons.
La majorité des petites imprimantes 3D sont de type cartésien. Cependant, la Flsun Q5 est l’une des exceptions.
Spécifications techniques de l’imprimante 3D FLsun Q5 Delta
Spécifications générales
[su_table]
| Technologie | FDM |
| Année | 2019 |
| Montage | Pré-assemblé |
| Arrangement mécanique | Tête cartésienne-XY |
| Fabricant | Artillerie |
[/su_table]
Spécifications de l’impression 3D
[su_table]
| Volume de construction | 300 x 300 x 400 mm (11,8 x 11,8 x 15,75 pouces) |
| Hauteur de la couche | 0,1 mm |
| Type d’extrudeuse | Entraînement direct |
| Type de buse | Volcan |
| Taille de la buse | 0,4 mm |
| Température maximale de l’extrudeuse | 240 °C |
| Température max. du lit chauffant | 80 °C |
| Cadre | Aluminium |
| Chambre d’impression | Ouvrir |
| Mise à niveau du lit | Manuel |
| Lit d’impression | Lit à courant alternatif à chauffage rapide |
| Affichage | Écran tactile |
| Connectivité | SD, câble USB |
| Caméra intégrée pour la surveillance | Non |
| Récupération de l’impression | Oui |
| Capteur de filament | Oui |
| Diamètre du filament | 1,75 mm |
| Filaments tiers | Oui |
| Matériaux | PLA, ABS, PLA flexible, TPU, bois, PVA, HIPS. |
[/su_table]
Exigences du logiciel
[su_table]
| Trancheuse recommandée | Cura, Simplyfy3D, Slic3r |
| Systèmes d’exploitation | Windows, Mac, Linux |
[/su_table]
Dimensions et poids
[su_table]
| Dimensions extérieures | 550 x 405 x 640 mm |
| Poids | 16,5 kg |
[/su_table]
Caractéristiques du Flsun Q5

Après avoir testé la Flsun Q5 pendant quelques semaines, je peux dire que l’imprimante 3D convient réellement aux débutants comme aux professionnels. La manipulation est aussi facile qu’avec des imprimantes 3D conventionnelles et la vitesse et la précession étaient aussi bonnes dans le test qu’avec des imprimantes 3D coûteuses de conception conventionnelle.
Espace d’installation
L’espace d’installation maximal du FLsun Q5 est de 200 x 200 mm. C’est suffisant pour de nombreux fabricants. J’imprime également 95% des objets de moins de 200 mm sur l’Artillery Sidewinder X1, bien que cette imprimante puisse imprimer des objets beaucoup plus grands.
La Flsun est assez compacte. Ses dimensions sont d’environ 330 x 330 mm. Cela signifie que vous pouvez facilement la placer sur un bureau ou une étagère.
Malgré son faible prix, l’imprimante est étonnamment bien faite et bien équipée. Elle possède même des fonctionnalités que les imprimantes 3D plus chères n’ont souvent pas.
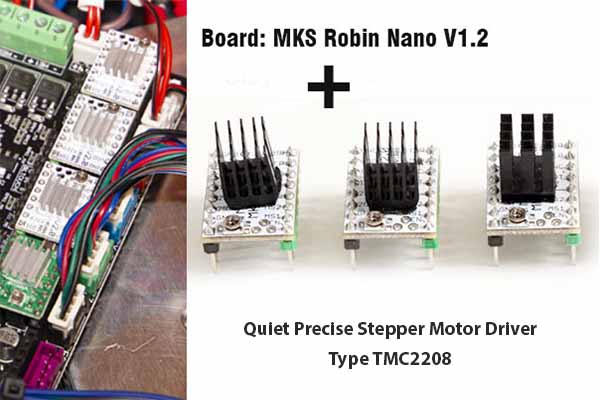
Pilotes de moteurs pas à pas silencieux
Extrudeuse
Le principal inconvénient de la Flsun Q5 est qu’elle ne dispose pas d’une extrudeuse directe, c’est-à-dire une extrudeuse dans laquelle le filament est aspiré directement à la tête. Les extrudeuses directes sont préférées parce qu’elles peuvent également imprimer des matériaux souples et flexibles comme le TPU.
Je n’ai pas testé si le TPU fonctionne avec la Flsun Q5, mais je soupçonne qu’il ne fonctionne pas très bien. Comme le filament est poussé sur un long tube depuis l’extrudeuse dite Bowden jusqu’à la buse, le matériau souple se dilate naturellement un peu lorsqu’il est tendu (avance/retrait), ce qui peut aggraver la pression.
Cependant, la FLsun présente quelques caractéristiques notables. Par exemple, elle est équipée d’une carte moderne MKS Robin Nano V1.2 et de trois pilotes de moteur pas à pas Trinamic TMC2208. Ces pilotes sont la “référence” dans les imprimantes 3D. Ces pilotes de moteur pas à pas sont non seulement précis, mais garantissent également le silence de l’imprimante lors de l’impression.
Par conséquent, la Flsun Q5 serait tout aussi silencieuse que l’Artillery Sidewinder X1 si le ventilateur n’était pas malheureusement un peu plus bruyant.
Lit d’impression
Le lit d’impression rond de la Flsun Q5 est en verre avec un revêtement de type Ultrabase. Le lit se réchauffe naturellement. Lors du test, avec les températures correspondantes, l’adhésion au PLA et au PETG était très bonne. Au début, l’adhérence était parfois presque trop bonne, si bien qu’il fallait souvent utiliser la spatule fournie pour la soulever.
En réglant l’extrudeuse et la température du lit d’impression, vous pouvez bien influencer l’adhésion. Avec le PLA, je n’ai eu aucun problème avec des températures d’extrudeuse de 210°C et des températures de lit d’impression de 60°C. Avec le PETG, une température d’extrudeuse de 240°C à 260°C et une température de lit de 70°C à 75°C ont bien fonctionné.
L’imprimante devrait également être capable d’imprimer des matériaux flexibles, comme l’ABS. Cependant, je ne l’ai pas encore testé car je n’ai généralement pas besoin d’ABS.
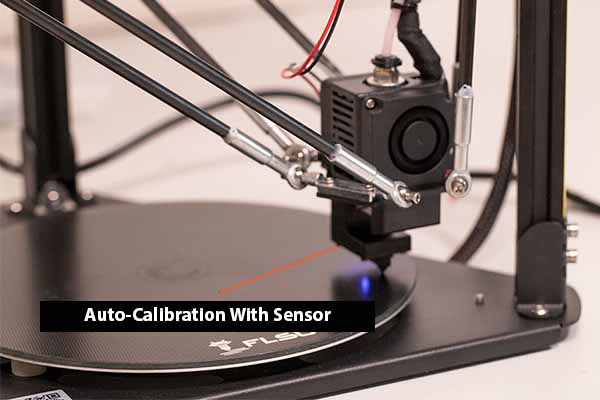
Calibrage
Une autre particularité de la Flsun Q5 est l’auto-calibrage. L’imprimante dispose d’un capteur supplémentaire qu’elle utilise pour déterminer presque automatiquement la distance entre le lit d’impression et la tête d’impression, même en 27 points. Je vais décrire en détail comment cela fonctionne ci-dessous.

Avec d’autres matériaux, comme le PLA ou le PETG, ce principe ne présente aucun inconvénient. De nombreuses imprimantes 3D fonctionnent avec une telle extrudeuse Bowden. L’extrudeuse de la FLsun est faite d’un clone de titane et peut transporter des matériaux plus mous. Cette conception a fait ses preuves dans de nombreuses imprimantes 3D.
Capteur de filament
Le Flsun Q5 n’est pas équipé d’un capteur de filament. Il ne peut donc pas déterminer quand il n’y a plus de filament sur la bobine et, par conséquent, il ne peut pas arrêter l’impression. Par conséquent, vous devez toujours vous assurer qu’il y a suffisamment de filament sur la bobine. Sinon, le modèle ne serait qu’à moitié terminé.
L’absence d’un capteur de filament est un petit défaut dont nous pouvons nous accommoder, étant donné le faible coût de l’imprimante.
Aperçu des caractéristiques
- Surface d’impression relativement grande de 200 x 200 mm
- Lit d’impression chauffant avec revêtement adhésif (similaire à Ultrabase)
- Carte mère 32 bits MKS Robin Nano V1.2
- Nivellement automatique en 27 points
- L’impression peut être reprise après une coupure de courant
- Clone de l’extrudeuse Titan (convient également aux matériaux souples)
- Pré-assemblé, monté très rapidement et prêt à l’emploi
- Comme le lit d’impression ne bouge pas, il est idéal pour les enregistrements en temps réel.
- Construction métallique stable avec des guides à rouleaux éprouvés
- Alors que la pression est très silencieuse, les moteurs pas à pas sont presque inaudibles. En revanche, les ventilateurs sont un peu bruyants.
- Écran tactile avec navigation dans le menu multilingue
- Connexion USB et emplacement pour carte mémoire (micro SD), facilement accessibles sur le côté
- Précision : 0,05 mm
- Épaisseur de la couche : 0,1 à 0,4mm
- Température du lit jusqu’à 110 ° C
- Vitesse d’impression maximale : 30 – 300mm / s (typiquement 60mm / sec)
- Buse : 0,4mm
Étendue de la livraison

L’imprimante 3D Flsun Q5 est livrée entièrement préassemblée et bien emballée dans une petite boîte. Presque tout est assemblé. L’appareil n’a été essentiellement démonté qu’en 5 parties ; la partie supérieure, la partie inférieure et les trois montants verticaux sur lesquels sont déjà montés les moteurs et les traîneaux, je les appellerai plus loin des axes.
L’installation est relativement facile et peut même être réalisée par des débutants. Il suffit d’emboîter les pièces et de les visser. Certaines fiches doivent également être enfichées. Les outils nécessaires, tels que les clés Allen, les coupeurs latéraux, les vis et les serre-câbles, sont bien sûr fournis.
Vous devriez avoir tout assemblé et prêt à l’emploi en une heure environ.
La livraison comprend également du filament PLA et un court manuel en anglais.
Vous trouverez ci-dessous les articles inclus dans la livraison complète.

Livraison complète de l’imprimante 3D Flsun Q5












Instructions de montage : Pas à pas
Étape 1 : Monter les axes sur la partie supérieure
La meilleure façon d’assembler les trois axes est de poser la partie supérieure de l’imprimante 3D à l’envers sur une table. Vous pouvez voir trois grands évidements où sont insérés les axes avec le moteur pas à pas.
Avant de brancher complètement l’axe, connectez les deux fiches qui se trouvent à l’arrière avec les axes. Branchez la fiche blanche directement sur le moteur pas à pas et la fiche noire sur l’accouplement de l’axe. Une confusion et une distorsion sont en fait impossibles.

Ensuite, insérez complètement l’axe avec le moteur à l’arrière et vissez-le avec trois vis. Le fabricant utilise les mêmes vis pour presque tous les éléments. Par conséquent, vous n’avez pas à chercher longtemps les vis ici non plus. À la fin, serrez à nouveau toutes les vis avec l’une des clés Allen.
Faites la même chose avec les trois axes. Assurez-vous que les axes sur le connecteur et sur les accouplements sont étiquetés X , Y ou Z. Veillez à monter le bon axe dans le bon coin, c’est-à-dire X sur X, Y sur Y et stop Z sur Z.


Étape 2. Visser la partie inférieure
Ensuite, posez la partie inférieure sur la table avec le lit chauffant vers le haut et placez la partie supérieure avec les trois axes montés sur la partie inférieure. La partie inférieure comporte de petites fentes aux trois coins dans lesquelles les axes sont insérés. Les cadres doivent s’adapter sans avoir à ajuster quoi que ce soit.
Ensuite, vissez chaque axe sur la partie inférieure avec deux vis.


Étape 3 : Raccorder le câble au lit chauffant
L’étape suivante consiste à connecter le câble qui sort en bas de la partie inférieure avec les deux fiches situées en haut.


Etape 4 : Monter la tringlerie sur la tête d’impression
Continuez en connectant les 6 tiges à la tête d’impression. Ici, toutes les tiges sont pratiquement les mêmes. Donc, il n’est pas important de savoir quelle tige est vissée à quel endroit. La vis est déjà dans les tiges. Il suffit donc de la visser et de la serrer.

Etape 5 : Monter la tringlerie sur la voiture
Lorsque toutes les tiges sont montées sur la tête d’impression, connectez l’autre extrémité des tiges aux 3 glissières sur les axes. Ensuite, montez la tête d’impression de manière à ce que le ventilateur du composant pointe vers la droite lorsque vous regardez du côté de l’écran.


Etape 6 : Connecter le câble à la tête d’impression
Une fois la tête d’impression montée, connectez les câbles de connexion de la tête d’impression à l’unité principale supérieure. Plusieurs fiches doivent être connectées avec les raccords correspondants. Une étiquette correspondante élimine pratiquement toute confusion.
Notez que la prise étiquetée “Level” reste et n’est pas encore connectée. Nous n’avons besoin de ce connecteur que lorsque l’imprimante 3D Flsun Q5 est calibrée automatiquement pour la première fois.

Etape 7 : Connecter le tuyau PTFE à l’extrudeuse Bowden
Connectez le tuyau PTFE, qui est déjà fixé à la tête d’impression, à notre extrudeuse. Pour ce faire, il suffit de pousser l’extrémité dans l’extrudeuse par le bas jusqu’à la butée. Ce tuyau guidera ensuite le filament jusqu’à la buse.

Étape 8 : Monter le support de rouleau de filament
Enfin, montez le support de rouleau de filament sur le dessus de l’imprimante 3D Flsun Q5. Pour ce faire, vissez les deux profilés métalliques comme indiqué sur la figure et vissé sur le dessus.
La construction du porte-bobine de filament m’a d’abord semblé banale. Cependant, elle s’est avérée bonne et pratique. Des bobines de différents fabricants et de différentes largeurs peuvent y être accrochées sans problème. De même, l’enroulement se fait sans problème et proprement.

Porte-filament

Enfin, regroupez encore plusieurs fois les câbles avec le tuyau sur la tête du filament à l’aide des serre-câbles fournis pour rendre les choses un peu plus ordonnées.
Voilà, c’est fait ! Nous avons terminé la construction mécanique et l’imprimante 3D Flsun Q5 est prête à être utilisée.
Utilisation de l’imprimante 3D Flsun Q5
Avant de pouvoir commencer à imprimer des modèles 3D avec l’imprimante, vous devez la ” mettre à niveau “. La mise à niveau permet à l’imprimante de savoir où commence la plaque de base (le lit chauffant). Le moindre écart peut entraîner des erreurs d’impression ou des problèmes d’adhérence. C’est pourquoi la mise à niveau est importante pour chaque imprimante 3D.
Niveaux automatiques Flsun Q5 Masters

Capteur de niveau automatique
Bien qu’elle soit bon marché, l’imprimante 3D FLsun Q5 simplifie l’étalonnage grâce à une fonction de niveau automatique, et est également plus précise.
La machine dispose d’un capteur supplémentaire qui mesure la distance à la plaque de base en 27 points différents exactement. On obtient ainsi un haut niveau de précision sur l’ensemble du lit d’impression, ce qui n’est souvent pas possible, même avec des imprimantes 3D nettement plus chères.
Calibrage de l’imprimante 3D FLsun Q5
Étape 1. Fixez le capteur automatique à la tête d’impression
Le capteur automatique fourni est magnétique. Branchez-le dans la tête d’impression par le bas et il se collera tout seul. Connectez le câble du capteur au connecteur “Leveling”. Vous verrez le connecteur de nivellement puisqu’il est clairement étiqueté.

Étape 2 : Branchez la fiche d’alimentation à l’imprimante 3D
Un cordon d’alimentation standard est fourni. Branchez-le à l’imprimante 3D et allumez l’imprimante à gauche.

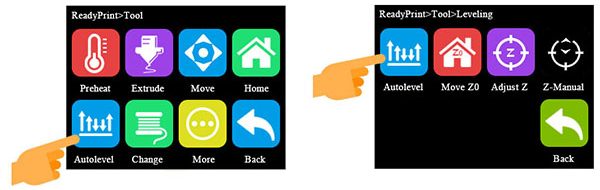
Étape 4 : Démarrer Autolevel
Cliquez sur “Autolevel” sur l’écran tactile couleur. Dans le sous-menu, cliquez à nouveau sur le bouton “Autolevel”.
L’imprimante 3D FLsun balaie alors automatiquement le lit d’impression avec le capteur. Un microcontact précis détermine exactement où commence le lit d’impression. Le processus prend quelques minutes car l’imprimante 3D scanne la plaque à différents endroits, et la plaque peut ne pas être complètement plate.
Aux points où l’imprimante mesure la distance, vous pouvez voir brièvement une LED clignoter et entendre un léger bip.

Étape 4 : Réajuster le niveau zéro
Une fois que toutes les mesures automatiques ont été effectuées, la position centrale du zéro doit être réajustée manuellement. Pour ce faire, on place une feuille de papier tout à fait normale sur le lit d’impression.
Remarque : avant de réajuster le niveau zéro, retirez à nouveau le capteur de niveau automatique. Il n’est plus nécessaire et ne doit plus être accroché à la tête d’impression.
Continuons.
Appuyez sur le bouton “Move Z0” et ensuite sur “Adjust Z”.

Vous pouvez maintenant déplacer la tête d’impression d’un cran vers le bas avec le bouton “-” et d’un cran vers le haut avec le bouton “+”.
Réglez la hauteur de la tête d’impression de manière à ce que la feuille de papier frotte contre la tête d’impression lorsqu’elle est retirée. Ne le réglez pas trop bas de façon à ce que le papier soit complètement bloqué. Lorsque le réglage est correct, appuyez sur “Save” et le calibrage est maintenant terminé.
Si la première couche n’adhère pas correctement par la suite, vous pouvez réajuster la distance à nouveau.
Qualité d’impression
Après avoir assemblé et calibré l’imprimante 3D, il est temps d’imprimer un modèle 3D. Pour commencer à imprimer, insérez le filament dans l’extrudeuse.
Si vous avez déjà acheté un rouleau de filament, accrochez-le simplement dans le support supérieur. Le filament doit se dérouler par le haut. Ensuite, cliquez sur “Outil”, puis sur “Modifier” dans le menu. Ensuite, tirez le filament à l’aide du bouton “In”. Avant que l’alimentation ne commence, la buse se réchauffe automatiquement. Cela peut prendre environ 1 minute. Pendant ce temps, vous pouvez introduire l’extrémité du filament dans l’extrudeuse supérieure.

Lorsqu’elle est suffisamment enfoncée, un peu de filament doit sortir de la buse. Si ce n’est pas le cas, cliquez à nouveau sur “In”. De cette façon, le filament sera tiré en longueur, ce qui devrait être suffisant.
Il s’agit de la même procédure pour changer le filament, mais cette fois avec le bouton “Out”. Lorsque vous appuyez sur le bouton, vous pouvez retirer le filament.
Si vous n’avez pas de rouleau de filament, vous pouvez utiliser le filament fourni. Le filament n’est pas sur une bobine. Vous devez donc l’enrouler un peu et faire attention à ne pas l’emmêler lorsqu’il est tiré. Ce filament d’essai ne suffit que pour un ou deux modèles. Je vous recommande donc d’acheter une bobine complète de 1 kg, ce qui facilite grandement la manipulation.
L’imprimante peut imprimer différents types de filaments, notamment le PLA, le PETG, l’ABS et d’autres matériaux flexibles. Je n’ai encore rien essayé, mais le PLA et le PETG sont vraiment très bons ! Pour commencer, je recommande le PLA, car c’est le plus facile à imprimer sans problème.
Mon filament préféré est le PLA Overture Copper et le PETG Sunlu Gray . Pour les modèles décoratifs, je recommande le PLA et le PETG pour les modèles qui doivent être un peu plus stables.
Impression à partir de la carte mémoire
Pour imprimer des modèles, il n’est pas nécessaire de connecter l’imprimante 3D Flsun-Q5 au PC. L’imprimante dispose d’un emplacement micro SD. Il suffit d’enregistrer les fichiers à imprimer sur une carte mémoire, puis d’insérer la carte mémoire dans l’imprimante.
Outre une clé USB, le fabricant fournit également une carte micro SD avec certains modèles d’exemple 3D. Insérez la carte mémoire fournie dans le logement pour carte mémoire situé à gauche, puis appuyez sur “Imprimer” sur l’écran tactile.
Tous les fichiers et sous-répertoires sont alors répertoriés à l’écran. Avec les touches fléchées, sélectionnez par exemple le fichier “test model-flsun knurling.gcode”. A propos, les noms de fichiers longs sont toujours un peu abrégés à l’écran, ne soyez donc pas surpris.
Une fois le fichier sélectionné, confirmez à nouveau le démarrage, puis lancez l’impression.


L’imprimante chauffe d’abord le lit chauffant inférieur, puis la buse. Les températures sont déterminées par le fichier d’impression lui-même. Dans l’exemple de modèle mentionné, il y avait 70° sur le lit chauffant et 210° sur la buse. Vous devez donc utiliser le PLA car les autres matériaux nécessitent des températures différentes.
L’imprimante met environ 2 minutes pour chauffer le lit d’impression et environ 1 minute pour chauffer la buse. Après un total de 3 minutes, la tête d’impression devrait commencer à bouger et imprimer le modèle 3D couche par couche.
L’objet échantillon est également constitué d’un type de vis et d’un écrou.
En fonction de la taille du modèle, de l’épaisseur de couche et de la vitesse définies, l’impression prendra plus ou moins de temps. Pour les grands modèles, cela peut souvent prendre plusieurs heures. Bien sûr, vous n’avez pas besoin de rester à l’écart pendant l’impression, l’imprimante fait généralement tout par elle-même.
Cependant, vous devez vérifier l’imprimante de temps en temps. C’est particulièrement important au début, lorsque vous avez peu d’expérience des réglages et des températures. Il peut y avoir des erreurs d’impression ou des saletés de filament.
Il est recommandé de procéder à des vérifications régulières pour éviter d’utiliser inutilement le filament. Si l’imprimante est plus éloignée, des caméras de surveillance sans fil seront également utiles. Certaines des caméras de surveillance de l’impression 3D peuvent être contrôlées depuis votre smartphone.

Première impression parfaite
Lorsque nous avons commencé avec le Flsun Q5, la première impression s’est déroulée parfaitement (voir photo ci-dessus). J’ai été surpris par la qualité et la netteté de l’impression. J’ai lu à plusieurs reprises que les imprimantes Delta 3D offraient une très bonne qualité, mais je ne pouvais pas vraiment le croire avant de le voir moi-même. L’impression est extrêmement propre et rapide.
Pour mieux évaluer la qualité d’impression, j’ai imprimé toutes sortes de modèles de test, et pas seulement le célèbre Benchy 3D. Vous pouvez voir sur les photos ci-dessous que tous les modèles ont été parfaitement imprimés. Les porte-à-faux et les ponts, mais aussi les structures les plus fines comme l’écriture sur le côté sont vraiment réussis. Ceci a été fait avec un profil standard légèrement modifié du curseur Simplify 3D.
Vous pouvez bien sûr aussi utiliser un logiciel gratuit pour le Flsun Q5 pour convertir les modèles 3D en G-Code. Les programmes Cura et Repetier-Host sont inclus sur une clé USB. Cependant, je préfère Simplify 3D. Le programme est clair et supporte presque toutes les imprimantes 3D avec des profils finis.
Néanmoins, vous pouvez utiliser le slicer de votre choix pour convertir les modèles 3D, qui sont souvent au format STL, en format G-Code pour l’imprimante.


Quelques informations sur les paramètres et les vitesses d’impression sélectionnés
- Modèle 3D : Test de l’imprimante 3D All In One
- Matériau utilisé : Sunlu PLA
- Trancheuse utilisée : Simplify 3D
- Température de l’extrudeuse : 200°C
- Température du lit : 60°C
- Hauteur de la couche : 0.2 mm
- Remplissage : 30%
- Structure de support : non
- Couches supérieures : 3
- Couches inférieures : 3
- Contours de la jupe : 2
- Distance entre les jupes : 4mm
- Vitesse : 60mm / sec
- Vitesse première couche : 50%
- Temps d’impression total (y compris le temps de chauffage) : 1 heure 31 minutes




Quelques informations sur les paramètres et les vitesses d’impression sélectionnés
- Modèle 3D : 3D Benchy
- Matériau utilisé : Sunlu PLA
- Trancheur utilisé : Simplify 3D
- Température de l’extrudeuse : 200°C
- Température du lit : 60°C
- Hauteur des couches : 0,2
- Remplissage : 20%.
- Structure de support : non
- Couches supérieures : 3
- Couches inférieures : 3
- Contours de la jupe : 2
- Distance entre les jupes : 4mm
- Vitesse : 60mm / sec
- Vitesse première couche : 50%
- Temps d’impression total (y compris le temps de chauffage) : 1 heure 13 minutes
Voici quelques autres impressions d’APL :



elephant

Jeton de panier d’achat

Première impression parfaite
Adhésion au lit d’impression

Après les premières impressions du modèle, il faut laisser la plaque chauffante refroidir à la température ambiante. Il est ainsi plus facile de retirer le modèle de la plaque chauffante.
Nous avons trouvé que l’adhésion était forte au début. Même à température ambiante, nous avons dû utiliser la spatule fournie avec les petits objets pour retirer les modèles de la plaque de verre revêtue (Art Ultrabase).
Plus tard, j’ai imprimé des modèles 3D avec une température de lit basse de 60°C à 55°C, ce qui est plus que suffisant pour l’adhésion du PLA. Après quelques impressions, cependant, l’adhésion du lit s’est un peu affaiblie. C’est en fait une bonne chose dans ce cas, car elle était un peu trop forte lors des premières impressions.
Il a été un peu plus difficile de trouver les bonnes températures pour le filament PETG. Avec ce matériau, j’ai eu de bonnes expériences avec des températures de lit comprises entre 70°C et 80°C et des températures de buse comprises entre 240°C et 260°C.
Bien que cela ne soit pas explicitement mentionné dans la description, la FLSUN Q5 imprime également très bien avec le PETG. Le PETG est plus résistant à la rupture que le PLA, c’est pourquoi je le préfère pour certains modèles.
Si la première couche n’adhère pas correctement, réajustez un peu le point zéro. En fait, cela fait une différence avec le PETG si vous mettez votre tête 0,05 mm plus haut ou plus bas. Le PLA n’est pas aussi sensible ici, car un réglage légèrement incorrect est également toléré.
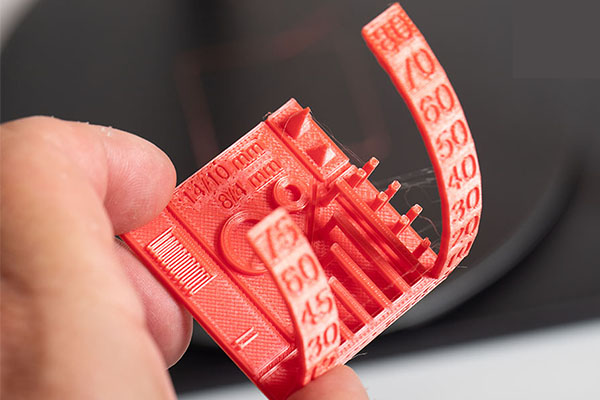
Si vous imprimez une petite tour de température (image ci-dessous), où la température est abaissée de 5 degrés à pratiquement chaque étage, vous pouvez rapidement découvrir quelle température est idéale pour votre imprimante et le PETG :

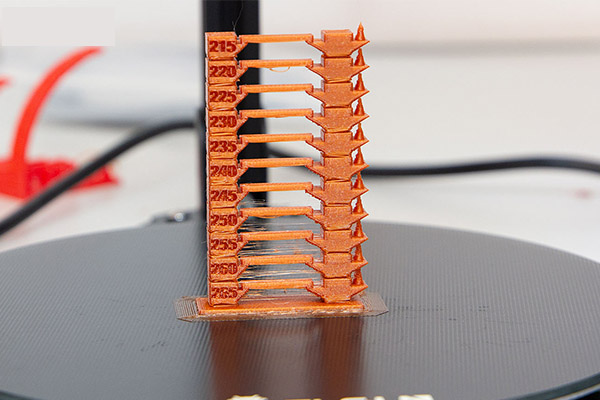
Si le PETG n’adhère pas correctement, la température du lit chauffant augmente légèrement et imprime une “jupe”, c’est-à-dire un léger contour du modèle 3D. Après cela, l’impression est bonne.
Malheureusement, le fabricant ne précise pas les températures d’impression maximales autorisées au niveau de la buse. On dit qu’il est possible d’atteindre jusqu’à 110°C sur le lit d’impression. Jusqu’à présent, j’ai atteint un maximum de 80°C pour le lit et 260°C pour la buse. Je n’ai pas osé faire plus que cela, mais je n’ai pas besoin de plus car la plupart des matériaux utilisent des températures plus basses.
Si vous souhaitez également utiliser le Slicer Simplify 3D, vous pouvez télécharger gratuitement mes profils d’imprimante pour la Flsun Q5, vous trouverez les téléchargements à la fin de ce test.
Voici quelques autres photos à imprimer avec du PETG


Un regard sur la technologie du Flsun Q5
Le lit chauffant se réchauffe de 20 à 60 degrés en une minute et 55 secondes. La température est répartie très uniformément sur l’ensemble du lit, mais elle est souvent inférieure de 3 à 4 degrés à la valeur de consigne.

Lit chauffant

Chauffage du lit par le bas

Bonne répartition de la chaleur
Le couvercle supérieur peut être dévissé. Cela permet d’accéder facilement à l’ensemble de l’électronique et des moteurs. Comme déjà mentionné, une carte MKS Robin Nano V1.2 avec des pilotes de moteur pas à pas Trinamic TMC2208 de haute qualité est installée. Au milieu, vous pouvez voir l’alimentation montée.




Les glissières sont correctement guidées par des galets sur le profilé et sont déplacées à l’intérieur du profilé par des courroies dentées. La courroie crantée peut également être remise en tension ultérieurement par un trou allongé lors de la fixation. Les bandes de plastique jaunes ne sont utilisées que pour la conception visuelle.

Voici un aperçu du guidage de l’utilisateur via le pavé tactile. J’ai déjà pris une photo des menus les plus importants du touchpad. Cela peut bien sûr changer avec un firmware plus récent, car vous avez bien sûr la possibilité de mettre à jour le firmware.

Conclusion
Après avoir testé la Flsun Q5 pendant plusieurs semaines, j’ai été impressionné par cette imprimante Delta compacte. La qualité d’impression correspond à ce que j’ai pu observer sur des imprimantes 3D plus coûteuses, comme l’Artillery Sidewinder X1. J’ai même eu l’impression qu’elle imprimait souvent un peu plus proprement. Cependant, cela pourrait aussi être dû aux réglages du slicer.
Cette imprimante fonctionne parfaitement avec le PLA et le PETG, comme vous pouvez le voir sur mes photos ci-dessus. Les bras peuvent se déplacer avec précision.
L’assemblage de l’imprimante est rapide, et vous n’avez pas besoin de passer beaucoup de temps à bricoler. L’imprimante est en grande partie préassemblée et les pièces démontées peuvent être facilement vissées et branchées en moins d’une heure. L’étalonnage automatique est également excellent.
La qualité de fabrication de l’imprimante est bonne compte tenu de son faible prix. Il n’y a rien à redire en termes de vitesse. Même avec du PETG, j’ai obtenu de bons résultats à 60 mm/seconde. Au cas où vous ne le sauriez pas, le PETG est souvent imprimé plus lentement. Je n’ai pas encore poussé l’imprimante à sa limite en termes de vitesse, mais je suis sûr qu’elle peut au moins rivaliser avec ma rapide Artillery Sidewinder X1.
Il n’y a pas non plus de quoi se plaindre en termes de stabilité. Grâce aux trois piliers rigides et à la partie supérieure avec les moteurs, le bloc d’alimentation et l’électronique, il est stable et ne s’ouvre pas. Le guidage des rouleaux est soigné et ne présente aucun jeu. Chaque chariot est déplacé par trois galets sur le profilé spécial en aluminium. Le principe des rouleaux et la construction des profils sont très similaires à ceux du Sidewinder X1, dont je suis également très satisfait.
Je ne peux donc pas vraiment me plaindre de cette imprimante. Elle fait ce qu’elle doit faire, et même très bien, pour un prix vraiment bas. Mon imprimante préférée reste l’Artillery Sidewinder X1, parce que vous pouvez imprimer des choses plus grandes que 200 x 200 mm et grâce à l’extrudeur direct pour le TPU. Néanmoins, j’aime maintenant aussi la Flsun Q5 .
Le plus grand avantage pour moi est qu’elle n’a besoin que d’un petit espace et que je peux facilement l’utiliser au bureau. Elle est également très silencieuse et n’interfère pratiquement pas avec l’impression. Donc, si vous recherchez une imprimante 3D peu encombrante qui offre également un volume d’impression décent de 200 x 200 mm, jetez un œil à la Flsun Q5. Je continuerai à utiliser l’appareil et je compléterai cet article si j’ai d’autres expériences notables.
Liens de téléchargement vers les modèles 3D présentés dans l’article
- Télécharger All In One 3D Printer Test – fichier STL
- Téléchargez 3D Benchy – fichier STL
- Télécharger Tour de température personnalisée – Fichier STL
- Téléchargez le support de paille en verre – fichier STL
- Télécharger Aide à l’étalonnage 10x10x10 – Fichier STL
- Téléchargez le sifflet V29 – fichier STL
- Télécharger Vase en spirale – Fichier STL
- Télécharger Succulent Planter 11 . – Fichier STL
- Téléchargez la pièce de monnaie d’achat – Fichier STL
- Télécharger Boulon et écrou moletés – Fichier STL
- Télécharger Support pour téléphone portable éléphant – Fichier STL
ACHETER AMAZON