

Lisez notre avis sur la Wanhao D12/230 pour découvrir les caractéristiques, les spécifications et les capacités de cette imprimante.
Wanhao est l’un des principaux fabricants d’imprimantes 3D à l’heure actuelle. L’entreprise est présente sur le marché depuis 2012, et dispose d’une large gamme d’imprimantes de différentes tailles, cinématiques et prix. L’une de leurs imprimantes 3D à petit prix est la Wanhao Duplicator 12.
Comme les imprimantes Wanhao D9, la Wanhao D12 est également disponible en 3 tailles ; 300, 400 et 500.

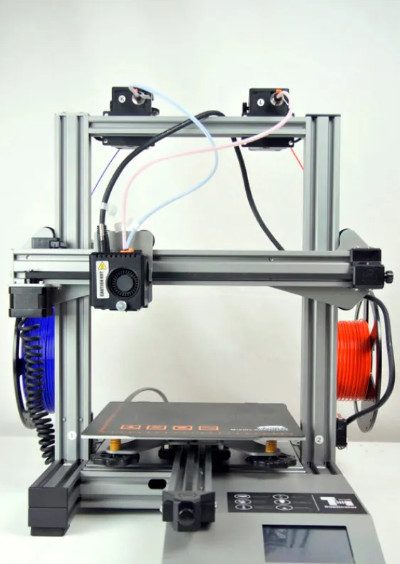
La Wanhao D12/230 est assez différente des autres imprimantes de la série Duplicator en termes de conception. De l’extérieur, la D12/230 ressemble à la Creality Ender-3 et à ses semblables.

Toutes les versions de la D12 sont équipées d’une extrudeuse simple et d’une extrudeuse double. Ces derniers utilisent deux chargeurs pour imprimer le filament à travers une seule buse.
Dans cet article, nous allons examiner la plus petite version à double extrudeur, la D12/230.
Wanhao D12/230 Critique
ACHETER SUR LE MAGASIN WANHAO
Qu’y a-t-il dans la boîte ?
Comme d’habitude, commençons par le déballage.
Lorsque vous ouvrez le carton d’emballage de l’imprimante, vous trouverez un manuel détaillé en anglais. Ce manuel contient toutes les informations dont vous avez besoin pour assembler l’imprimante et utiliser le trancheur.

Les autres articles de la boîte comprennent :
- Un jeu de la deuxième extrudeuse – un tube en téflon avec des supports de fixation, des vis et des écrous en T
- Support de bobine de filament
- Alimentateur avec moteur et capteur de fin de filament
- La première extrudeuse
- Tête d’impression
- Deuxième support de filament
- Cordon d’alimentation
- Ensemble du portail, avec moteurs déjà installés et courroies tendues

- Surface d’impression flexible amovible
- Deux sondes PLA
- Le tube en téflon de la première extrudeuse
- Les vis
- Un ensemble d’outils pour le montage et l’utilisation de l’imprimante (des hexagones avec une clé, une pince à épiler, une aiguille pour nettoyer la buse)

- Une carte microSD avec un lecteur de carte
- Une spatule
- Un câble USB pour la connexion à un ordinateur
- Une carte d’étalonnage

Au fond de la boîte se trouve une unité de contrôle avec une alimentation électrique et une table.

Assemblage de l’imprimante
Le processus d’assemblage n’est pas compliqué. Il suffit de visser le portail au fond à l’aide de 4 vis.

Fixez la tête d’impression au chariot de l’axe X.

Installez les mécanismes d’alimentation sur la barre supérieure.

Vissez les supports pour les bobines de filament avec les capteurs de fin de filament à l’arrière.

Ensuite, resserrez les courroies à l’aide des tendeurs qui se trouvent sur les axes X et Y.

Il est également conseillé de vérifier la pression des galets sur les profils. Si nécessaire, utilisez une clé pour serrer les excentriques qui se trouvent sur tous les chariots. La pression doit être telle que rien ne pend mais, en même temps, se déplace librement.

Ensuite, il faut connecter les fils. Pour plus de commodité, tous les fils sont marqués.

Insérez les tubes en téflon des chargeurs à la tête d’impression.
Ensuite, installez les clips en plastique des raccords afin que les tubes ne jouent pas dedans.

L’assemblage prend environ une heure. Mais, comme d’habitude, nous vous déconseillons de vous précipiter. Il est préférable de tout faire soigneusement et de tout revérifier plusieurs fois.
Wanhao D12 /230 Caractéristiques
Passons rapidement en revue les caractéristiques techniques et les caractéristiques de conception de l’imprimante.
Zone imprimable
La surface imprimable est de 230 x 230 x 250 mm.

La cinématique est de type Prusia et est implémentée selon le système Openbuilds, c’est-à-dire des rouleaux qui roulent sur des profils en aluminium.

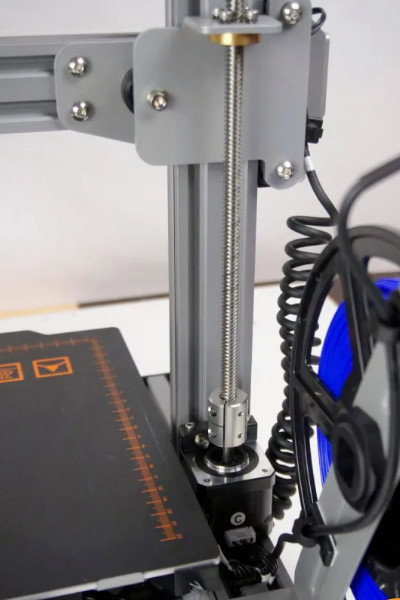
L’axe Z est entraîné par un seul moteur à vis trapézoïdale. En haut, la vis est maintenue en place par un roulement. Par expérience, avec une telle surface d’impression, un seul moteur suffit pour que l’axe monte régulièrement si les rouleaux sont bien réglés.

L’axe Y se déplace le long du profil de 20 par 40 mm.

Les boutons de réglage du lit d’impression sont grands et confortables. Les ressorts sont impressionnants et conservent bien leur forme sans se courber sur les côtés.

Un tendeur de courroie pratique se trouve à l’avant. La table chauffante fonctionne sur 24 volts.
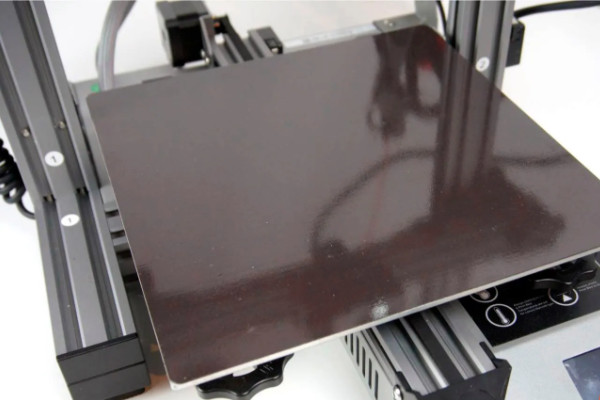
Une surface magnétique est collée sur le dessus du lit chauffé, et une feuille de métal flexible y est magnétisée. La feuille de métal est collée avec un revêtement adhésif.
Une table flexible amovible est pratique.

L’axe X se déplace également le long d’un profil de 20 par 40, et dispose également d’un tendeur de courroie.

Extrudeuse
Le bloc chauffant est fermé par un boîtier en plastique et fixé au chariot par deux vis à l’arrière.

En bas à l’avant, il y a un bouton qui tient le conduit d’air pour souffler la pièce. Le bouton est pressé contre le ventilateur à turbine 4010 .
Le soufflage est circulaire et est réalisé de manière à ce que le flux d’air se dirige exclusivement vers l’extrémité de la buse et ne puisse pas tomber sur le bloc chauffant.

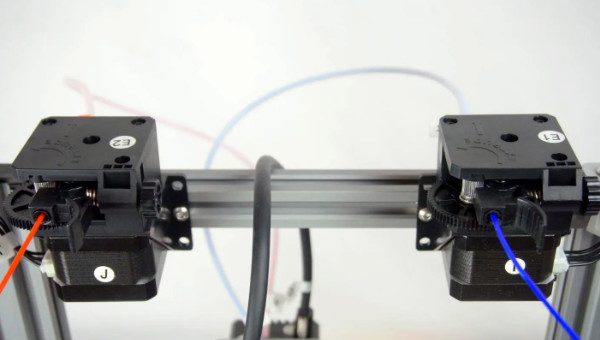
Le radiateur de l’extrémité chaude est refroidi par un ventilateur axial classique 4010. Le radiateur est en forme de Y, possède une seule buse mais deux filaments y sont chargés par le haut.
Il y a une sorte de fourche à l’intérieur du radiateur. Lors de l’impression avec deux matériaux, les plastiques s’écoulent à tour de rôle, comme s’ils se cédaient le passage vers la buse. Autrement dit, lors du changement de matériau, un filament est renvoyé vers la fourche et le second est chargé par le canal libre.


L’avantage de cette méthode est qu’il n’est pas nécessaire d’aligner et de calibrer les hotends individuels. En outre, le plastique ne fuit pas de la buse inactive.
Cependant, cette solution présente également quelques inconvénients. Nous les passerons en revue plus tard à l’aide d’exemples spécifiques.
Le bloc chauffant de l’extrudeuse ressemble à celui de la E3D v5, mais la buse n’est pas installée comme d’habitude.

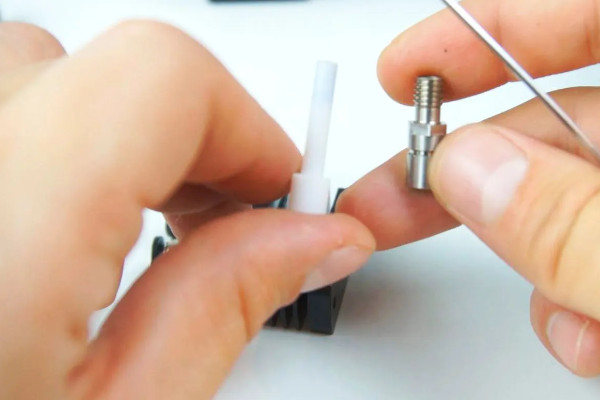
La buse ressemble à la MK8 à l’extérieur. Cependant, il est légèrement plus grand et possède un petit tube en téflon à l’intérieur. Nous ne sommes pas sûrs de la raison pour laquelle il est nécessaire à cet endroit. De plus, le tube était légèrement plus court que nécessaire et nous avons dû le remplacer.

La barrière thermique entre le radiateur et le bloc chauffant n’est pas entièrement métallique. De plus, elle comporte un petit tube.
Dans l’extrémité chaude, il y a des tubes en téflon de différentes tailles et diamètres. Nous ne pensons pas que l’utilisation d’une buse propriétaire sur une imprimante économique soit pratique. Et si les buses standard MK8 ou E3D v6 sont normalement vissées dans le bloc chauffant, elles sont trop courtes pour atteindre le conduit de refroidissement de la zone d’impression.

À l’intérieur de la tête d’impression se trouve une carte adaptatrice dans laquelle est connecté un fil à paire torsadée avec des connecteurs RJ45.


Sur le côté de l’extrémité chaude, la prise est munie de vis pour fixer les fils afin de s’assurer que rien ne pend ou ne tombe.
Le Wanhao D12/230 possède deux mécanismes d’alimentation. Les mécanismes sont ici de type Titan, c’est-à-dire qu’ils comportent une boîte de vitesses à l’intérieur qui augmente le couple et la précision de l’alimentation. Mais contrairement aux mécanismes de type BMG, l’engrenage d’alimentation se trouve ici d’un seul côté. De l’autre côté, il y a un rouleau alternatif.
Le Titan est plus pratique à utiliser lorsqu’il s’agit de charger et de décharger du plastique.
Chaque alimentateur possède un bouton de réglage de la pression sur la gauche.

Chaque extrudeuse possède un capteur de fin de filament.

Lorsque vous imprimez avec une extrudeuse, il doit y avoir du filament dans les deux capteurs. Sinon, l’imprimante affiche une erreur. Pour éviter que cela ne se produise, vous pouvez simplement prendre un morceau de filament et l’insérer dans le capteur d’un extrudeur inactif.
Électronique
Voyons ce dont dispose l’imprimante en termes d’éléments électroniques et électriques.
La Wanhao D12/230 est équipée de la carte de contrôle 32 bits MKS Robin Nano version 1.2. C’est une carte décente mais pas la meilleure.
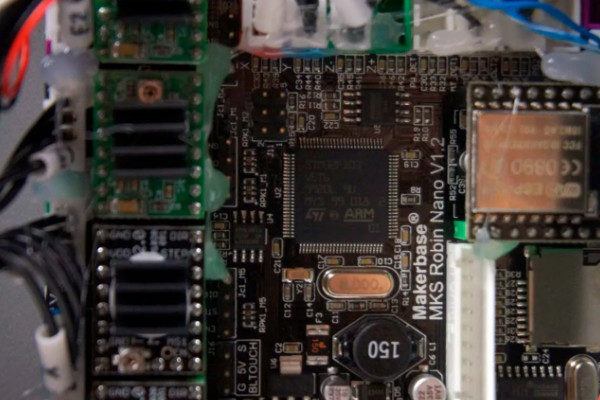
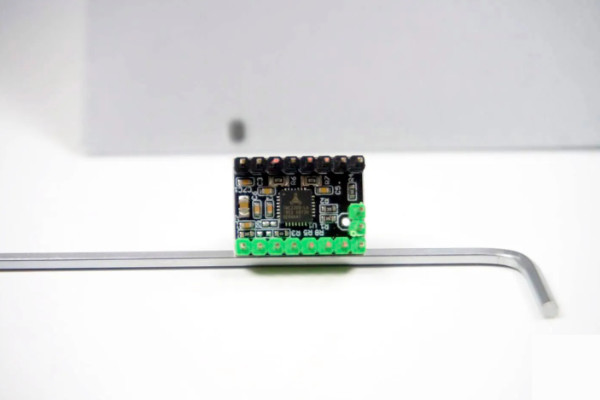
Sur les axes XYZ, il y a des pilotes TMC2209 silencieux. Sur les extrudeuses, nous avons le bon marché A4988. Étant donné que les TMC2209 peuvent fonctionner remarquablement bien sur les extrudeuses, il aurait été préférable de les utiliser ici plutôt que les pilotes bon marché A4988.
Cependant, tous les pilotes sont amovibles et il ne sera pas difficile de les remplacer plus tard.

Le module Wi-Fi est déjà installé sur la carte.
L’écran est standard pour une telle carte – un MKS TFT35 couleur sensible au toucher.

Les fils sont posés un peu négligemment. Au lieu de raccourcir le tout à la longueur requise et de séparer soigneusement la section d’alimentation de celle du signal, tous les fils sont simplement tordus en un faisceau et serrés avec des attaches.
Malgré cette disposition peu soignée, les fils fonctionneront quand même.

L’alimentation électrique provient de ChuengLiang, qui est assez fiable. Et la puissance de 350 watts pour une telle imprimante est suffisante.

Qualité de l’impression
Passons maintenant à des exemples d’impression.
Pour préparer les modèles, Wanhao propose d’utiliser son slicer. Plus précisément, il s’agit d’un ancien slicer Cura converti pour les imprimantes Wanhao.

Nous ne voyons pas l’intérêt de l’utiliser. Le programme est obsolète et ses paramètres sont limités.
Heureusement, l’imprimante comprend le Gcode normal et presque tous les slicers peuvent être utilisés. Nous avons choisi la version 4.5 de Cura.
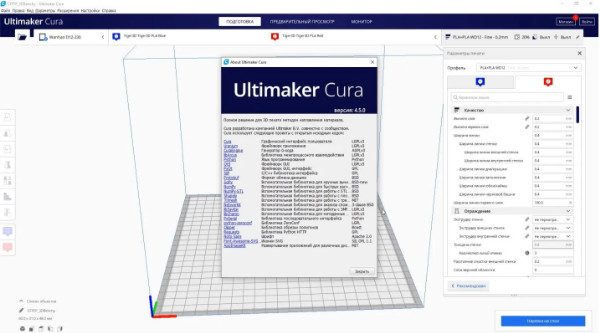
Il existe des versions plus récentes de Cura, mais celle-ci est probablement l’une des plus stables et des plus compatibles avec cette imprimante à double extrudeuse.
Comme l’imprimante est nouvelle, il n’y a pas de profil déjà configuré pour elle dans cette version de Cura. Par conséquent, vous devez créer une imprimante FDM personnalisée.
En plus des paramètres principaux, la chose la plus importante est de configurer 2 extrudeuses et de cocher la case “Chauffage commun”. De plus, dans les paramètres de chaque extrudeur, spécifiez le diamètre du filament de 1,75 mm.
Pour se connecter à l’imprimante via le Wi-Fi, cliquez sur l’élément correspondant dans les paramètres du menu de l’écran, sélectionnez votre réseau Wifi, saisissez le mot de passe et connectez-vous.

Une adresse IP est attribuée à l’imprimante et s’affiche à l’écran.

Lisez le manuel pour savoir comment configurer une connexion dans le trancheur Wanhao.
Pour vous connecter à partir d’une autre version de Cura, allez dans la boutique, trouvez le plugin MKS Wi-Fi et installez-le.
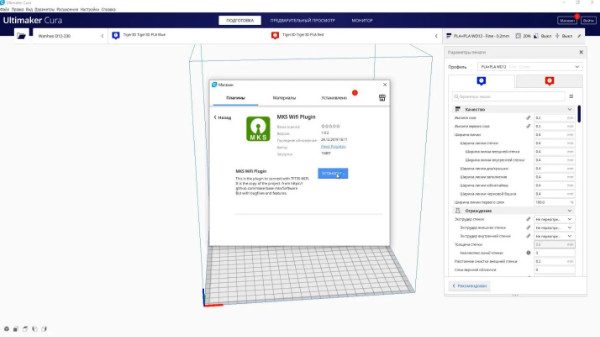
Après avoir redémarré Cura, le bouton MKS Wi-Fi apparaîtra dans les paramètres de l’imprimante. Cliquez dessus, ajoutez l’adresse IP qui a été attribuée à l’imprimante et cliquez sur “Connecter”.
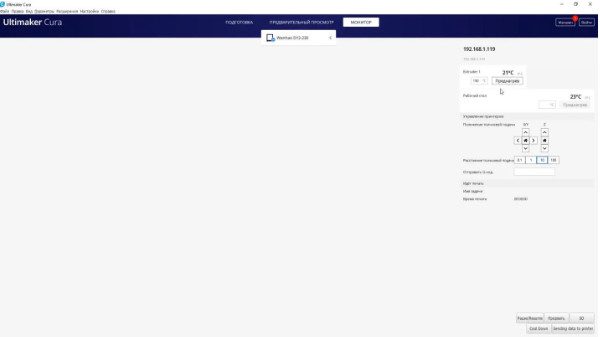
Après cela, le menu de contrôle de l’imprimante apparaîtra dans l’onglet Moniteur. Et lors du découpage d’un modèle, il sera possible d’envoyer le modèle découpé à l’imprimante et de la lancer pour l’impression.
Si le contrôle ne fonctionne pas tout de suite, redémarrez Cura. Après cela, tout devrait se connecter.
La fonction Wi-Fi est pratique. Cependant, les fichiers sont transférés assez lentement. Cela n’est pas critique lorsque vous soumettez de petits modèles. Mais si les fichiers sont volumineux, le téléchargement peut prendre plusieurs minutes.
L’imprimante étant similaire à l’Ender-3, nous avons imprimé le célèbre bateau Benchy avec un profil de celui-ci.
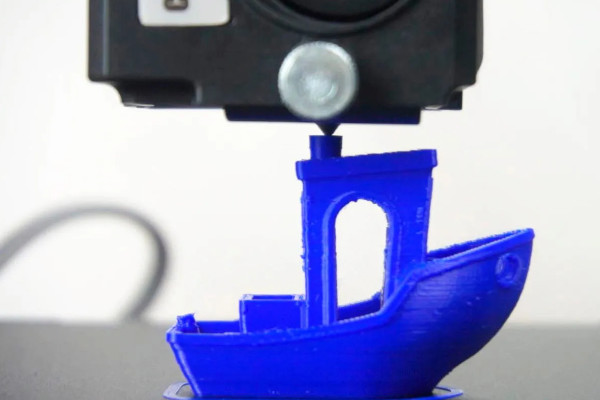
Ce modèle a été imprimé avec Hatchbox PLA.
Le bateau était bon mais avait des défauts évidents. Tout d’abord, le flux d’air apparemment bien implanté s’est avéré ne pas être très efficace. Sur les fortes pentes et aux endroits de transitions entre les couches, le plastique ne refroidissait pas assez et était plié vers le haut.
Deuxièmement, après les transferts, de fortes taches de plastique sont restées sur le modèle. Il y a également d’étranges lacunes sur les surfaces.




Après avoir soufflé, le modèle devient clair. Il faut baisser un peu la température pour obtenir les meilleurs résultats.
En outre, nous avons utilisé une fonction dans Cura appelée “Angle du mur en surplomb”. Avec cette fonction, les murs qui sont imprimés à un angle supérieur à celui spécifié seront imprimés à la vitesse spécifiée dans le paragraphe “Vitesse d’impression du mur en surplomb”.
L’angle est mesuré en degrés, et nous le fixons à 60. La vitesse est un pourcentage de la vitesse d’impression habituelle, et nous la fixons à 40 %. Ainsi, sur les fortes pentes, le soufflage devrait avoir plus de temps pour refroidir le plastique.
Pour régler les rétracteurs, nous avons imprimé plusieurs tests avec des plastiques de différentes marques et couleurs. Nous avons fait cela pour exclure tout problème éventuel avec un matériau particulier.
En conséquence, le cordage était très minime pendant les transferts. Cependant, il n’a pas été possible de s’en débarrasser complètement. Des fils très fins sont restés, presque comme des peluches. Un autre problème est qu’il y avait encore des écarts sur les surfaces.

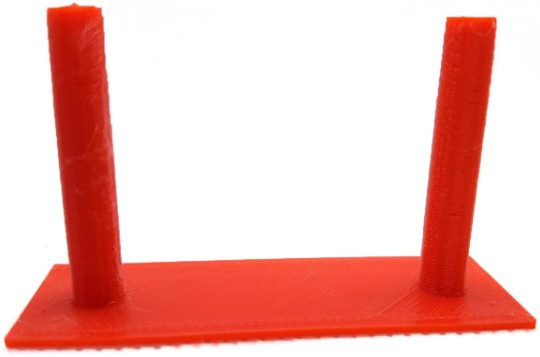
De tels écarts se produisent parce que lors des rétractions, une bulle d’air entre dans la buse, qui ressort de quelques millimètres après le retour à l’impression. Pour résoudre ce problème, vous pouvez diminuer la vitesse de rétraction.
Nous avons réduit la vitesse de rétraction de 35 à 25 et le problème a disparu. De même, les ficelles ont presque disparu.
Avec les nouveaux paramètres, nous avons imprimé un autre bateau en PLA orange Hatchbox. Le modèle s’est avéré bien meilleur. Il y a encore des problèmes avec le flux d’air, mais il n’y a pas de lacunes, de taches ou de cordes.




Nous avons également imprimé un vase en PLA bleu Hatchbox. C’est le moyen le plus pratique et le plus rapide de vérifier que l’imprimante n’oscille pas le long de l’axe Z et, en général, de voir si les couches sont empilées de manière régulière.
La vitesse d’impression des parois extérieures était de 40 mm/s, et la largeur des lignes était de 0,6 mm avec un diamètre de buse de 0,4 mm.
Le vase s’est avéré très bon. Il n’y a pas un seul défaut sur les surfaces. Toutes les couches sont égales, rien ne dépasse. Il n’y a pas d’ondulation ni de vide.



Avec les bons réglages, il est tout à fait possible d’obtenir une bonne impression, à l’exception d’un flux d’air un peu insuffisant.
Une fois l’impression en une couleur réglée, nous passons au test de l’impression à double extrudeur.
Si vous avez déjà utilisé une imprimante 3D, vous savez que lorsque vous remplacez le plastique, il reste un peu de matière dans le bloc chauffant. Vous devez pousser le nouveau plastique jusqu’à ce que la couleur change complètement.
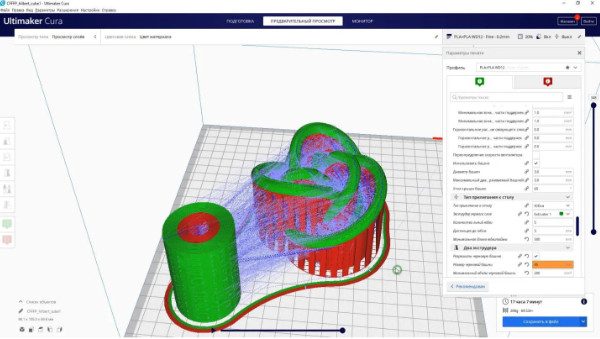
Le même problème est présent dans ce type de hotends. Cependant, il apparaît à chaque fois que l’on change d’extrudeuse. Par conséquent, lors de l’impression, il est nécessaire d’utiliser la tour dite de dégrossissage.

Il y a plusieurs paramètres ici, c’est-à-dire les coordonnées où cette tour sera imprimée, le diamètre de la tour et le volume de plastique qui doit être évacué avant l’impression.
Ce dernier paramètre est réglé indépendamment pour chaque extrudeur. Par exemple, lorsque vous passez d’une couleur claire à une couleur foncée, vous n’avez pas besoin d’un grand volume. Et si vous passez d’une couleur foncée à une couleur claire, vous devez évacuer beaucoup plus, car les impuretés sont fortement visibles sur le matériau clair et la couleur est obtenue avec une teinte du second plastique.

Il est également conseillé d’écrire une commande de déplacement vers un point situé au-dessus de la tour de dégrossissage dans le Gcode de départ de chaque extrudeuse. Ceci est nécessaire pour que, lorsque la température se stabilise ou change, l’extrudeuse ne soit pas suspendue au-dessus de la pièce, mais le fasse au-dessus de la tour.
Les coordonnées approximatives du milieu de la tour doivent être calculées indépendamment. Vous pouvez utiliser les variables prime_tower_position_x et prime_tower_position_y. Toutefois, ces coordonnées ne sont pas au-dessus de la tour, mais à côté.

Autre problème, pour les extrudeuses doubles, il est nécessaire d’indiquer correctement la longueur et la vitesse du retour du plastique lors du changement d’extrudeuse. La longueur doit être suffisante pour que lors du chargement de la deuxième matière, la première soit derrière la fourche et ne gêne pas le passage de la deuxième. Nous avons fixé ce paramètre à 55mm pour une vitesse de rollback de 25mm / s.
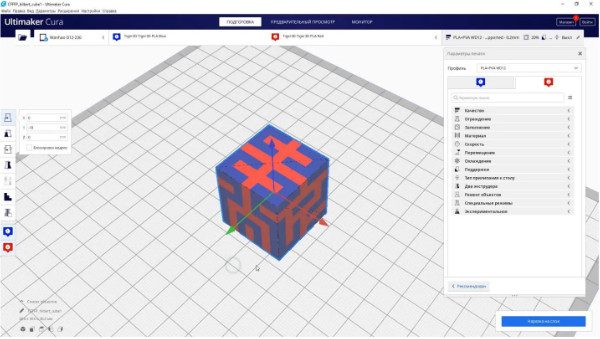
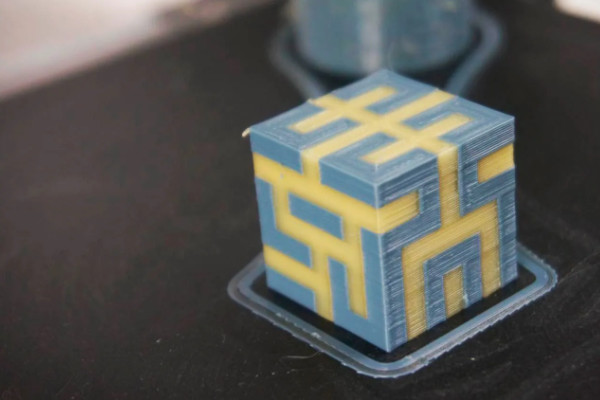
Nous avons essayé d’imprimer un test simple. Un petit cube bicolore en PLA Hatchbox orange et PLA Hatchbox bleu. Le volume de plastique entraîné dans la tour de dégrossissage lors du passage au bleu était réglé à 40 mm cubes, et pour l’orange, à 60 mm cubes.
Le cube s’est bien imprimé. Le seul problème était que le volume de plastique canalisé lors du passage à l’orange s’est avéré insuffisant. Par conséquent, l’orange a pris une teinte bleutée.
Sinon, tout est assez lisse et net.
Il y a eu un moment étrange au tout début de l’impression : au premier changement de plastique, le premier matériau a roulé à la distance requise et le second est resté en place. Nous avons donc dû le déplacer manuellement et sur la première couche, le plastique n’a pas eu le temps de changer complètement.

Pour résoudre ce problème, nous avons fixé la longueur minimale de la jupe/jante de la deuxième extrudeuse à 3000 mm. Ainsi, sur la première couche, lors de l’impression de la jupe de la deuxième extrudeuse, le plastique aura le temps de passer à la buse, et la couleur changera.

Le volume de la tour de dégrossissage pour le plastique bleu a été augmenté à 60 millimètres cubes et pour le matériau orange, nous l’avons augmenté jusqu’à 75 millimètres cubes. Nous avons ensuite imprimé un modèle bicolore de l’astronaute de la société MakerBot.
Presque immédiatement, il est apparu que l’augmentation du volume de la tour de dégrossissage n’était toujours pas suffisante. En particulier, les semelles, qui ont été imprimées sans changer d’extrudeur, se sont révélées d’un orange pur. Et puis, là où les extrudeurs avaient déjà été changés, l’orange s’est avéré être foncé avec une teinte bleutée évidente.
Un peu plus tard, on a constaté un manque de flux d’air aux endroits où l’on commençait à imprimer des mains. Bien que, pour être juste, ces endroits aient des pentes vraiment fortes.
Pour le reste, l’astronaute a terminé l’impression sans aucun incident. La qualité s’est avérée tout à fait décente, mais pas parfaite. Il y a quelques petites taches à quelques endroits, mais elles ne sont pas significatives.







L’impression en deux couleurs avec les mêmes matériaux est plutôt intéressante. Avec deux extrudeuses, vous pouvez utiliser l’impression sur support soluble. Il existe deux principaux types de supports solubles : le PVA et le HIPS.
Le HIPS est utilisé pour imprimer avec du plastique ABS ou des matériaux similaires. Cela posera des problèmes sur cette imprimante. En revanche, les supports PVA conviennent à l’impression avec du plastique PLA. Et le PVA se dissout avec de l’eau ordinaire.
Nous avons pris l’un des PVA les plus stables et les plus faciles à imprimer d’Esun. Et nous avons essayé d’imprimer le test le plus célèbre pour l’impression avec un matériau dissolvant – Gilbert Cube.
Ce modèle n’a pas de support, et comme un modèle bicolore ordinaire, il se compose de deux fichiers STL.
La partie principale a été imprimée en PLA gris Overture, la partie auxiliaire a été imprimée en PVA ESun. Le volume de la tour de dégrossissage pendant la transition vers le PVA a été fixé à 80mm2.
Il n’y a pas de problème si un peu de PLA entre dans le PVA, même si ce n’est pas complètement, mais il peut se dissoudre. Mais avec le passage au PLA, la situation est plus compliquée. S’il contient des résidus de PVA, la partie qui devrait rester intacte peut se dissoudre dans l’eau. Par conséquent, le volume de la tour d’ébauche pour le modèle a été fixé à 100mm2.

En apparence, tout a été très bien imprimé, même malgré le caractère capricieux du PVA.
Nous avons mis le modèle dans l’eau et nos craintes étaient justifiées.
Au début, tout allait bien. Cependant, après quelques heures, nous avons constaté qu’une partie du PLA s’était dissoute à certains endroits et que la maquette s’était désagrégée.

Nous avons fait d’autres tests pour trouver un volume acceptable pour la tour de dégrossissage.
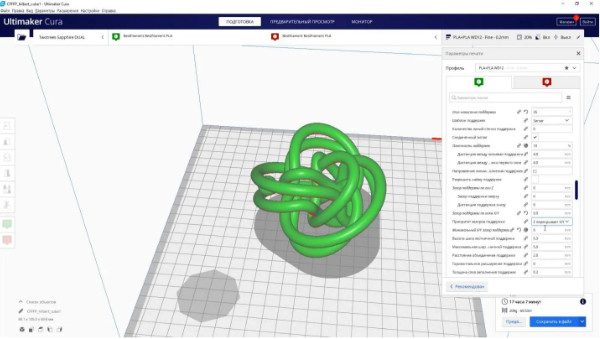
Il s’agit d’un labyrinthe de forme très délicate dans lequel se trouve une balle. Et après avoir enlevé les supports, cette balle devrait rouler. Bien sûr, ce modèle peut être imprimé avec les supports habituels. Mais pour obtenir une telle qualité de surfaces qu’avec des supports solubles, cela ne fonctionnera probablement pas.
Le volume de la tour d’ébauche pendant le passage au PLA a été fixé à 200mm2. Les écarts entre les supports et le modèle sur tous les axes ont été fixés à 0.
Nous avons ensuite envoyé le modèle à l’impression.

Le labyrinthe a été imprimé jusqu’au bout sans incident. Tous les supports ont bien fonctionné. Il n’y a eu aucun problème avec les éléments en surplomb et les endroits qui commencent à s’imprimer en l’air.

L’impression a duré environ 21 heures et une grande quantité de plastique a été dépensée sur la tour d’ébauche. Heureusement, le plastique n’était pas le coûteux PVA mais le PLA, relativement bon marché.

Nous n’avons pas osé laisser le modèle dans l’eau pendant une longue période et la plupart des supports ont été retirés simplement sous l’eau chaude courante. Par conséquent, le labyrinthe ne s’est pas désagrégé.
Les surfaces au-dessus des supports sont exactement de la même qualité que ci-dessus, indépendamment des pentes. Après le rinçage final, de petites lacunes sont apparues sur le PLA. Apparemment, du PVA s’est encore infiltré dans le modèle principal. Cela a un peu gâché l’apparence. Néanmoins, le modèle est resté intact et fonctionne bien.
Pour être honnête, nous étions très satisfaits du labyrinthe.




Enfin, revenons à l’impression à une seule extrudeuse, mais cette fois avec du plastique PETG.
Nous avons utilisé du PETG blanc Overture. Le bateau Benchy s’est bien comporté. Il n’y a pas de trous, le nombre de cordes est minimal, la géométrie est régulière.




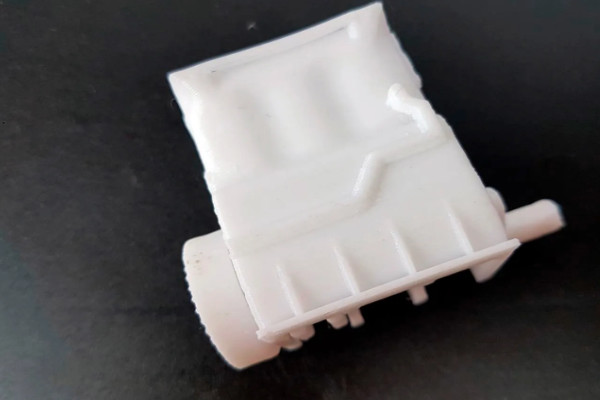
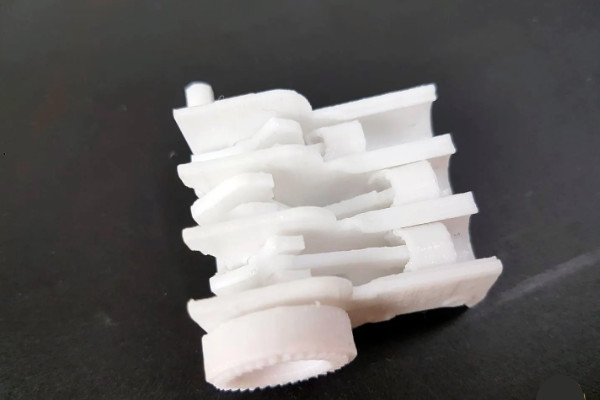
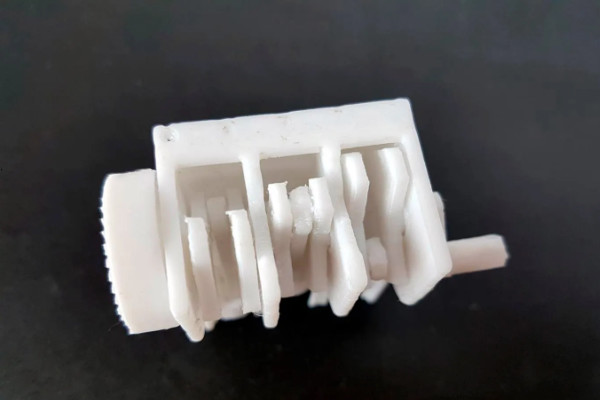
Nous avons également essayé d’imprimer un test très difficile – un petit moteur. Il est imprimé assemblé, et après impression il doit bouger, simulant le fonctionnement d’un moteur à combustion interne.
Ce modèle a également bien été imprimé, et ne présentait pas de défauts significatifs.

Conclusion
Que pouvons-nous dire de l’imprimante ?
La Wanhao D12 230 est bien faite et fait bonne impression. En mode mono-extrudeur, avec des réglages bien choisis, la qualité d’impression est décente. Cependant, nous avons constaté un petit manque de flux d’air sur les fortes pentes lors de l’impression de PLA.
En mode double extrudeur, avec les bons réglages, vous pouvez également obtenir une impression normale avec cette imprimante. Cependant, le hotend en forme de Y présente de nombreuses complications, notamment : un grand volume de la tour d’ébauche, la coloration d’un matériau avec un autre, de longues rétractions lors du changement d’extrudeur, et le temps de réchauffement ou de refroidissement du hotend lors de l’impression avec des matériaux à températures différentes.
Néanmoins, les défauts que nous venons de mentionner ne sont pas propres à cette imprimante Wanhao mais, en général, à toutes les imprimantes à double extrudeuse.
ACHETER SUR LE MAGASIN WANHAO