

Vous souhaitez acheter une imprimante 3D Uniz Slash Plus ? Avant de le faire, lisez notre critique pour savoir à quoi vous attendre.

DISPONIBLE SUR TOP3DSHOP
Il n’y a pas si longtemps, nous avons reçu une nouvelle imprimante 3D Uniz Slash Plus dans notre laboratoire de test.
La Slash Plus a fait ses preuves dans différentes industries, notamment dans le domaine dentaire. Actuellement, l’imprimante est l’une des imprimantes non industrielles en résine les plus rapides du marché. L’imprimante combine avec succès une vitesse élevée et une excellente précision. De plus, elle dispose d’une grande surface de construction.
À propos d’Uniz

UNIZ TECHNOLOGY LLC a été fondée à San Diego, en Californie, en 2014. La société est engagée dans le développement d’équipements 3D et de résine, à la fois à usage général et à vocation industrielle (ingénierie, dentaire et bijouterie).
En 2016, Uniz a posté son premier projet sur Kickstarter pour développer la première imprimante de la gamme Slash. Le projet a été soutenu par 552 sponsors et 571 926 dollars ont été collectés. Après cela, la série a été remplacée par d’autres imprimantes améliorées, dont une dont nous allons parler aujourd’hui.
Critique de l’Uniz Slash Plus
Dans cet examen de l’Uniz Slash Plus, nous examinerons les caractéristiques, les spécifications, les performances et la qualité d’impression de l’imprimante 3D.
Technologie d’impression
Lors du développement de la série d’imprimantes en résine Slash, Uniz a poursuivi l’objectif d’atteindre une vitesse élevée d’impression des modèles sans sacrifier la précision. Les imprimantes devaient également avoir une grande surface de construction sans être coûteuses. Ce résultat a été obtenu par la technologie de stéréolithographie LCD avec un système de refroidissement par eau.
Il existe de nombreuses revues sur Internet qui décrivent cette technologie, nous allons donc écrire brièvement le principe principal.
Les technologies FDM et SLA sont nettement inférieures en termes de vitesse d’impression aux technologies DLP et LCD. Avec FDM et SLA, la construction se fait par points, mais avec DLP et LCD, la couche entière est illuminée simultanément. Cependant, avec l’impression DLP et LCD, des limites de vitesse subsistent.
Si la vitesse est augmentée, une grande quantité de chaleur est générée pendant le processus de résinification. Et lors de l’impression d’un objet de grande taille, la température augmente considérablement et la lumière peut endommager le modèle.
Le potentiel des imprimantes DLP est limité par la structure du chemin optique, qui doit rester libre. Il n’est donc pas possible d’éliminer une certaine quantité de chaleur de la surface.
L’imprimante 3D Slash Plus utilise la méthode d’exposition par contact, qui consiste à placer le système de refroidissement par eau aussi près que possible du panneau LCD. L’illumination est réalisée par une matrice de LED. Le refroidissement neutralise les grandes quantités de chaleur générées et permet d’imprimer sans problème des objets de grande taille à grande vitesse.
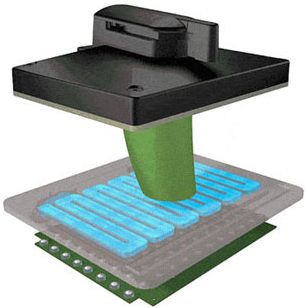
En conséquence, la Slash Plus peut imprimer à 1 000 cc/heure, ce qui est comparable aux machines industrielles.
Pour comparaison, vérifiez la vitesse d’impression des mêmes modèles sur Slash + et Formlabs 2 :
| Spécifications | UNIZ Slash Plus | Formlabs Form2 |
|---|---|---|
| Surface de la parcelle | 192 mm * 120 mm * 200 mm Volume 4608 cm³ | 145 mm * 145 mm * 175 mm Volume 3679 cm³ |
| Tampon de coulée dentaire (résine dentaire spéciale). Hauteur de la couche 0,05 mm | 6pcs / 1h 28 min | 4pcs / 6h 21 min |
| Impression de l’anneau (résine brûlée) | 60pcs / 3h 51 min | 55pcs / 11h 22min |
| Hauteur de la couche 0,025 mm | 180pcs / 12h | 55pcs / 12h |
| Impression de cubes : 10 * 10 * 10cm | 3h 54min | 39h 18min |
| Hauteur des couches : 0,1 mm | 256 ml / h | 25.9ml / h |
| Résolution | X-axis: 75 μm Y-axis: 75 μm | 140 μm |
| Profil de l’axe Z | 10 – 300 μm (personnalisable) | 25 – 300 microns |
Nous pouvons constater que la technologie d’impression SLA de l’imprimante Formlabs 2 est loin derrière la technologie LCD-SLA représentée par la Slash Plus.
Spécifications
| Caractéristique | Valeur |
|---|---|
| Technologie d’impression | Stéréolithographie LCD |
| Matériau du corps | acier renforcé, fibre de carbone |
| Taille de la zone de traçage | 192 × 120 × 200 mm |
| Longueur d’onde UV | 405 nm |
| Type de matériau | resins |
| Précision du positionnement XY | 75 μm |
| Précision d’impression | ± 20μm |
| Précision du positionnement sur l’axe Z | 10, 25, 50, 100, 150, 200, 300 microns |
| Température de travail | Recommandé 18-28 ° C |
| Vitesse d’impression | 1000 cm3 / heure, paroi mince 200 mm / heure |
| Interface de connexion | USB, Wifi, Ethernet |
| Logiciel | UNIZ |
| Configuration minimale requise pour l’ordinateur | Windows 7 ou ultérieur (64 bits uniquement), Mac OS X 10.7 ou ultérieur (64 bits uniquement), 16 Go de RAM, OpenGL 2.1, graphiques discrets |
| Compatibilité | iPhone, iPad, appareils mobiles Android |
| Format de fichier pris en charge | STL, OBJ, AMF, 3MF, UNIZ |
| Utilisation de la puissance | 3A 50 / 60Hz, 240W |
| Poids (sans emballage) | 14 kg |
| Dimensions (sans emballage) | 350 × 400 × 530 mm |
| Pays d’origine | China |
La Slash + a une surface de construction vraiment énorme par rapport aux autres résines dans cette gamme de prix. Sa surface de construction est de 192 x 120 x 200 mm.
En outre, l’imprimante elle-même est assez compacte et ne pèse que 14 kg.
Un compartiment situé à droite de l’imprimante permet d’accueillir un récipient de résine de marque.
Un film multicouche est étiré dans le bain, qui est conçu pour 1000 heures d’impression (300 000 couches).

L’imprimante est dotée d’un écran LCD IPS WQXGA d’une résolution de 2560 x 1600 (339 pixels par pouce), la précision XY est de 75 microns et la précision Z est de 10 microns.
L’imprimante imprime avec toutes les résines dont la longueur d’onde d’illumination est de 405 nm.
Équipement
L’imprimante est livrée complètement assemblée. Elle est livrée avec :
- Spatule large
- 5 cartes en carton pour mélanger la résine dans le bain
- Un morceau de papier de verre pour pouvoir poncer la surface du lit d’impression en cas de problèmes d’adhérence
- Une pompe à air de rechange avec support et tuyau (pour pomper la résine)
- Un câble USB pour la connexion à l’ordinateur
- Un demi-litre de résine de marque Uniz zABS
- Flacon vide pour le nettoyage du système de pompage de la résine (doit être rempli d’alcool isopropylique)
- Clé, tournevis, hexagone et alène

L’alimentation électrique est assurée par deux alimentations identiques de 24V 10A qui sont reliées à l’imprimante par un câble répartiteur.

À l’arrière, à côté du connecteur d’alimentation, se trouvent un bouton ON/OFF, un port USB pour la connexion à un ordinateur, un port Ethernet pour la connexion à un réseau local et un interrupteur de ventilateur forcé.

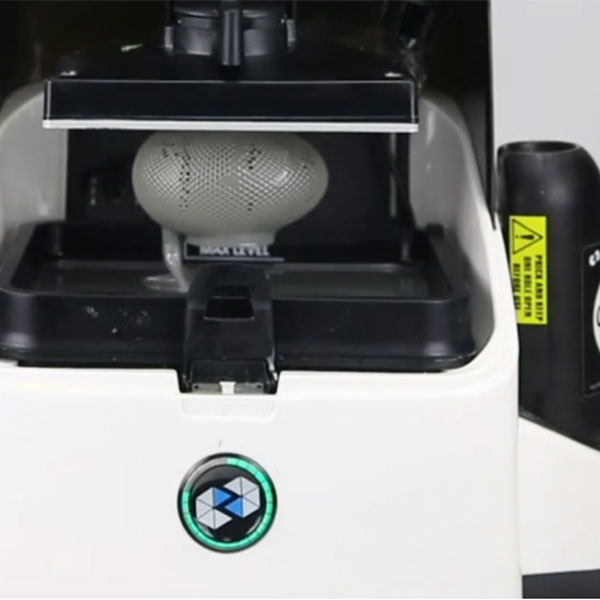
À l’avant de l’imprimante, il y a un grand bouton tactile avec une indication lumineuse qui affiche 5 états différents :

Pour lancer l’impression, il suffit d’appuyer sur le bouton.

Le couvercle est en plastique foncé, on n’y voit rien, et il bascule vers le haut. Dans les versions précédentes, il était jaune et transparent.
La plate-forme d’impression est dotée d’une fixation à dégagement rapide. Pour la retirer ou la fixer, il suffit de tourner la poignée.

Vous pouvez commencer à imprimer en quelques étapes.
Vous devez d’abord vous inscrire sur le site Web d’Uniz et télécharger l’application de découpe.
Pour la configuration initiale, vous devez activer l’imprimante et la relier à votre compte. Cela peut se faire via une connexion USB, LAN ou Wifi.

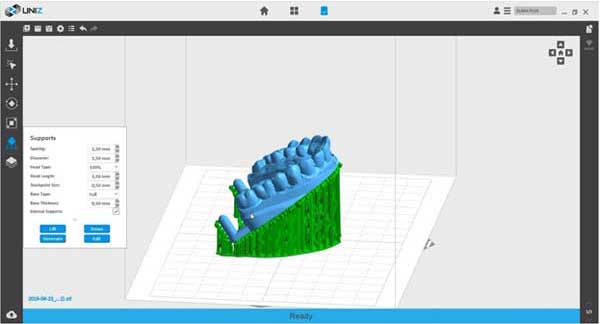
Nous ne nous attarderons pas sur toutes les fonctions du slicer en détail. Il dispose de toutes les fonctions standard comme le déplacement, la rotation, le redimensionnement et le réglage des supports. Pour les supports, il existe un ensemble minimal de paramètres requis, tels que l’épaisseur, la distance entre les poteaux, la taille des points de contact, l’angle du surplomb autorisé, le type de support, etc.
Ce n’est pas beaucoup, mais suffisant pour la plupart des situations.
Si, pour une raison quelconque, le support du slicer d’Uniz n’est pas satisfaisant, vous pouvez toujours organiser le support, par exemple, dans ChituBox et exporter le modèle préparé en STL.
Pour découper le modèle en couches et le charger dans l’imprimante, vous devez utiliser le slicer d’Uniz. Vous pouvez également modifier la hauteur des couches et le temps d’exposition à différentes hauteurs, un peu comme les processus de Simplify3D.

Vous trouverez des informations plus détaillées sur toutes les fonctions et tous les réglages dans les instructions officielles.
Calibrage
Le calibrage de l’axe Z n’est pas difficile. Vous devez retirer le bain, abaisser la plate-forme d’impression à la main jusqu’à l’écran LCD, et tourner légèrement l’arbre de la vis pour qu’ils se touchent.

Après cela, dans le slicer, cliquez sur le bouton Reset Z-axis Zero position.
L’étalonnage de l’imprimante 3D Slash Plus a été un peu déroutant pour nous.
Par exemple, il n’est pas évident de savoir de combien la plateforme doit être abaissée lors d’un étalonnage manuel. De plus, il est difficile de déterminer le degré d’adhérence de la plateforme à l’écran. Enfin, lors du calibrage directement sur l’écran, la première couche était toujours trop proche, la hauteur d’impression était donc inférieure d’environ 0,3-0,4 mm et les modèles étaient donc très difficiles à retirer de la plate-forme.
Nous avons dû calibrer la plateforme avec 4-5 feuilles de papier pour y arriver. Lors de ce calibrage, la hauteur des modèles était correcte et les impressions étaient normalement collées à la table. Nous pouvions donc les retirer sans trop de difficultés.

Si la plate-forme n’est pas parallèle à l’écran, la procédure d’étalonnage devient plus compliquée. Toutefois, cette situation ne se présente généralement pas.
Vous trouverez ci-dessous un tutoriel vidéo détaillé sur l’étalonnage.
Ravitaillement en résine
Une fois l’axe Z calibré, vous pouvez passer au remplissage du bain avec de la résine. Le système de pompage de la résine utilise la résine brevetée Uniz.
La bouteille de résine a une forme spéciale avec des guides latéraux. Un côté de la bouteille est plat. Il y a cependant une plaque qui permet de déterminer la quantité de résine restante.

Il y a un bouchon à vis avec un trou sous le bouchon en plastique, et un bouchon en caoutchouc sous le bouchon.

L’aiguille se trouve dans le compartiment de l’imprimante.

La bouteille est placée à l’envers dans le compartiment, et lorsqu’elle est insérée, l’aiguille passe à travers le trou et perce le bouchon en caoutchouc. Une fois la bouteille installée, vous devez percer l’un des trous du fond de la bouteille à l’aide de l’alène fournie avec le kit.
L’air entre par ce trou pour que l’imprimante puisse pomper la résine hors de la bouteille sans entrave.

L’intérieur de l’imprimante comporte un tube d’alimentation et un capteur de niveau de résine sur la droite. Il doit être fixé à la salle de bain.

Pour pomper la résine dans la salle de bain, vous devez appuyer sur le bouton Remplissage de la trancheuse. La pompe se met en marche et le bain commence à se remplir.

Pour arrêter l’impression, appuyez à nouveau sur le bouton. L’imprimante n’est pas en mesure de pomper automatiquement la résine jusqu’à un certain niveau ou de l’ajouter pendant l’impression. Pour pomper à nouveau la résine dans la bouteille, cliquez sur le bouton Redraw.

Cependant, en théorie, tout fonctionne. Cependant, comme vous le savez, la résine doit être secouée avant utilisation, car certaines résines sont stratifiées en fractions. Lorsque la bouteille est installée sur l’imprimante, cela n’est pas possible.
De plus, le bouchon en caoutchouc ne peut pas être utilisé deux fois. Si vous retirez le flacon pour le secouer, vous devrez changer le bouchon. Par conséquent, vous avez besoin d’une énorme quantité de ces bouchons afin d’en mettre un nouveau à chaque fois. Et seulement 5 pièces sont incluses avec l’imprimante.
Le système de pompage doit être rincé à l’alcool chaque fois que vous changez de matériau. Cela ajoute à la complexité.

Il s’avère que tout ce système à la mode ne fait que compliquer le travail avec l’imprimante, ajouter des risques supplémentaires et augmenter le temps de préparation pour l’impression. Il est plus simple de ne pas l’utiliser du tout et de verser la résine directement dans le bain à l’ancienne.

Une autre solution pas tout à fait claire est la fin de course mécanique de l’axe Z, qui est située en haut. A notre avis, il serait plus logique de mettre un capteur optique et de le placer en bas. Cette solution crée quelques difficultés dans l’utilisation de la caméra infrarouge.

En théorie, vous pouvez mettre l’impression en pause, la plate-forme se lève et l’appareil photo prend une photo. Ainsi, même avec le couvercle fermé dans l’obscurité, vous pouvez voir comment se déroule l’impression.
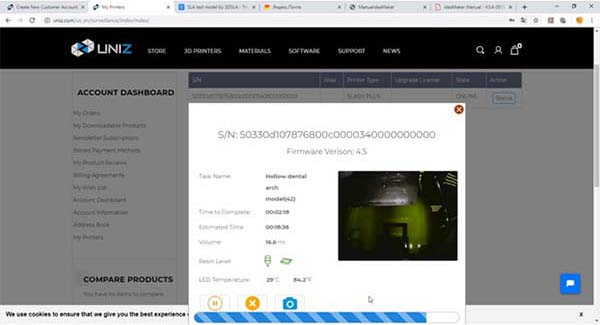
Cependant, d’après notre expérience, après une telle pause, lorsque la plate-forme remonte vers le haut, il y a toujours une bande sur le modèle. L’axe Z ne peut pas revenir exactement au même endroit où l’impression a été arrêtée.
Par conséquent, deux solutions technologiques de cette imprimante se sont avérées très controversées. Heureusement, c’est loin d’être la chose la plus intéressante d’une imprimante.
Capacités d’impression
L’imprimante 3D Slash Plus est vraiment très rapide. Grâce à un puissant projecteur et à un écran LCD refroidi par eau, Uniz peut exposer une couche de 100 microns en seulement 3 à 5 secondes. Les couches plus fines sont imprimées encore plus rapidement. En 9-10 secondes, Uniz peut illuminer une couche de 300 microns, ce qui est tout simplement impossible sur la plupart des imprimantes LCD.
Le film de la salle de bain est multicouche et durable.
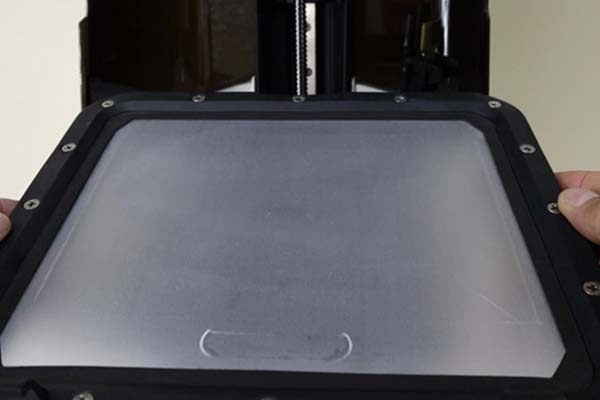
Il n’y a que quelques traces à certains endroits qui sont en dehors de la zone imprimable. L’une de ces traces apparaît en raison d’une petite protubérance à l’arrière. Cet élément est là pour une raison, l’air est expulsé par les trous qu’il comporte, et le film de la salle de bain semble être aspiré vers l’écran. Cela contribue également à une moindre usure du film.

Qualité d’impression
Passons maintenant aux exemples d’impression.
Comme Uniz Slash est principalement destiné aux dentistes et aux techniciens dentaires, nous avons imprimé la plupart des modèles avec la résine zDental Model Sand. Cette résine est conçue pour les modèles dentaires. La principale difficulté de l’utilisation de cette résine est qu’elle se stratifie très rapidement en fractions.
Si elle reste littéralement plusieurs heures dans le bain, elle doit déjà être bien mélangée. Le pigment jaune clair tombe dans un sédiment, et une résine transparente reste sur le dessus. En raison de cette propriété, il n’est pas possible d’utiliser le système swap avec elle.
Sinon, la résine est très agréable à utiliser. Elle ne sent pas fort, les petits détails sont bien imprimés, et elle est facile à traiter.
Modèles dentaires
Différentes résines sont utilisées en fonction de la tâche à accomplir. Il s’agit parfois de résines de type modèle dentaire. Ces résines sont généralement opaques, faciles à traiter, ont un faible retrait et sont utilisées pour imprimer des maîtres-modèles dentaires précis. Parfois, des résines transparentes spéciales sont utilisées pour imprimer des orthèses et des alignements.
De même, en dentisterie, les résines calcinables (Cast ou Castable) sont souvent utilisées pour imprimer, par exemple, des prothèses dentaires à crochets et leur coulée ultérieure en métal.
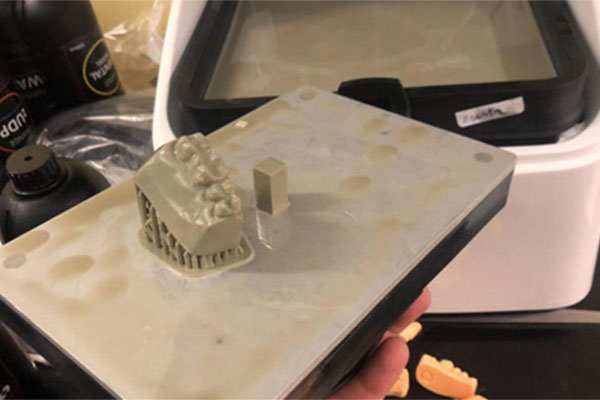
Nous avons imprimé différents maîtres-modèles de dents. Le premier est un scan 3D de la mâchoire supérieure. Il a été imprimé à un angle et il y avait de nombreux supports sur le fond et à l’intérieur. La hauteur totale du modèle s’est avérée être d’environ 4,5 cm, et il a été imprimé pendant 2 heures et 20 minutes avec une couche de 50 microns.

La qualité du modèle obtenu n’est pas parfaite. Sur les surfaces planes, il y a de légères irrégularités dans les couches. Comme il s’est avéré plus tard, la raison en est un léger jeu dans la plate-forme d’impression. Après avoir resserré les boulons de sa fixation, le problème a été complètement résolu.
Des cercles sont visibles sur les courbes lisses, qui sont le résultat de la pixellisation de l’écran. Mais compte tenu de la vitesse d’impression, le modèle est bien sorti.

Le modèle de dent suivant a été pris directement dans le slicer Uniz. Il dispose de toute une bibliothèque de modèles prêts à l’emploi déjà découpés pour certaines résines, payantes ou gratuites.
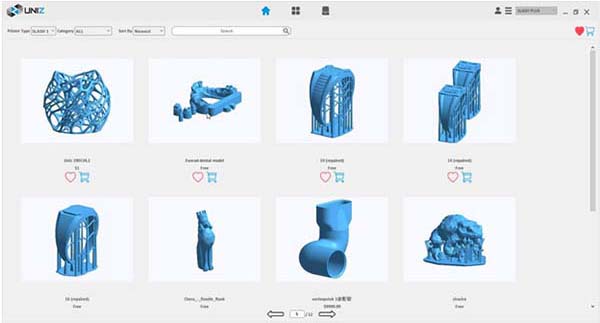
Le gros inconvénient de ces modèles est qu’il n’y a aucun moyen de modifier les paramètres d’impression ou l’orientation des modèles. Ainsi, par exemple, ces dents étaient posées à plat sur la plate-forme et présentaient des cavités sans accès à l’air. De ce fait, le modèle adhérait très fortement au film de l’écran.

Au cours du processus, le joint a été mis en pause deux fois pour vérifier comment les choses se passaient. En conséquence, deux bandes sont restées sur le modèle. À cause d’elles, les dents qui ont été imprimées séparément ont été difficiles à insérer dans leurs trous. Cependant, après plusieurs fois, elles se sont habituées et s’insèrent déjà facilement.
Sur les surfaces supérieures, les transitions entre les couches sont bien visibles. Avec une orientation correcte du modèle sur la plate-forme, un meilleur résultat pourrait être obtenu.
Les deux modèles de dents suivants se sont révélés bien meilleurs. Après avoir corrigé le jeu de la plate-forme, la stratification prononcée a disparu. Les éléments qui doivent être insérés les uns dans les autres sont assemblés sans problème et ne tombent pas.

Pour compléter le sujet de la dentisterie, une prothèse à crochets a été imprimée. Le modèle est complexe avec un tas de petits éléments à parois fines nécessitant un support. Bien sûr, les prothèses à crochets doivent être imprimées avec des résines calcinées. Cependant, une résine dentaire ordinaire convient également pour le test.
À l’avant, le modèle s’est légèrement détaché des supports, mais dans l’ensemble, il s’est très bien comporté. Tous les éléments complexes ont été imprimés.

Un autre domaine pour lequel l’impression SLA est souvent utilisée est la bijouterie. Des résines spéciales sont utilisées pour eux, mais là encore nous avons utilisé une résine dentaire. Nous avons imprimé 5 bagues différentes en une seule fois avec une couche de 50 microns.

Ils ont tous bien tourné. Les détails sont superbes. Nous avons été plus impressionnés par la bague du lion et la petite bague avec un trou pour la pierre.

Nous avons également essayé ESun Bio-resin. Bien sûr, il n’y a pas de paramètres pour cela dans le slicer Uniz. Nous avons donc utilisé des valeurs moyennes. Soit 10-15 secondes pour les premières couches et 2,5-3 secondes pour le reste.

DISPONIBLE SUR AMAZON
Nous avons imprimé une belle lampe sans support.

Lorsqu’elle est imprimée, cette résine est transparente. Malheureusement, après un lavage à l’alcool, elle devient un peu terne. En tout cas, Slash Plus s’en est sorti sans problème. 9,5 cm de haut, couche de 0,1 mm, temps d’impression de seulement 2,5 heures.

Il était très intéressant de voir si Uniz peut vraiment surexposer des couches de 0,3 mm. A la hâte, un vase de 15 centimètres a été modelé. Au fond, nous avons dû faire quelques trous pour que la résine puisse s’écouler normalement lors du passage entre les couches, car ces trous étaient des bouchons imprimés.
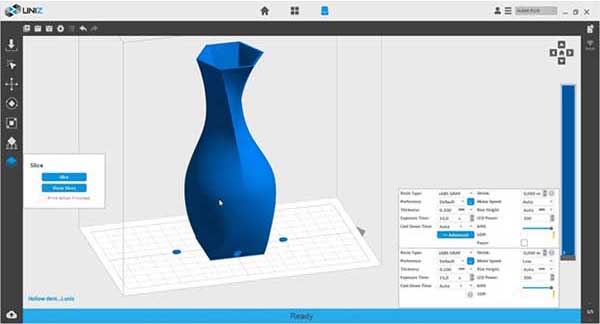
Le vase de 15 cm a été imprimé en seulement 2 heures et 20 minutes. Bien sûr, les couches sont clairement visibles. Mais pour l’impression rapide de modèles techniques, pour lesquels l’apparence n’est pas très importante, ce mode est tout simplement une aubaine.

Post-traitement des modèles
Comme vous le savez, après l’impression, chaque modèle doit être rincé dans de l’alcool isopropylique pour éliminer les restes de résine non polymérisée. Après cela, vous devez encore l’éclairer sous la lumière ultraviolette.
Un simple récipient en plastique rempli d’alcool est généralement utilisé pour le rinçage. On y place le modèle et on le secoue doucement pendant 10 à 15 minutes. Parfois, vous pouvez utiliser une brosse à dents.

Ce post-traitement n’est pas très long. Cependant, en agissant mécaniquement sur un modèle qui n’a pas encore durci jusqu’au bout, vous pouvez accidentellement endommager de petits éléments ou laisser des traces sur les surfaces. Une façon plus rapide et technologiquement plus avancée de laver les modèles est un bain à ultrasons.
Uniz propose des baignoires en deux tailles.

Pour les grands modèles que la Slash Plus peut imprimer, la plus grande est préférable. S
La petite baignoire a suffi pour nos tests. Son utilisation est très simple : remplissez-la d’alcool et placez le modèle. Mettez-la en marche pendant quelques minutes et le tour est joué.

Toute la résine non polymérisée s’envole d’elle-même du modèle sans risque d’endommager les parties fragiles. N’abusez pas du nettoyage ; 1 à 2 minutes suffisent. En cas de lavage prolongé, le modèle peut commencer à s’affaisser. .
La deuxième étape du post-traitement est l’exposition supplémentaire. Le moyen le plus économique est d’exposer le modèle au soleil et d’attendre.
Si vous ne pouvez pas exposer le modèle au soleil, utilisez un séchoir à ongles UV. Le processus y est plus rapide, mais il faut tout de même compter 5 à 8 heures. De plus, la plupart des séchoirs UV sont petits. Par conséquent, les grands modèles ne peuvent pas y être placés.

Enfin, la meilleure méthode consiste à utiliser une caméra spéciale à ultraviolets. Wanhao en possède une, appelée Boxman-1. Il s’agit d’une boîte en acier ressemblant à un petit four.

Le “four” est constitué d’un panneau à l’intérieur de la partie supérieure qui comporte des diodes ultraviolettes. Toutes les parois du four sont en miroir. Le verre repose en dessous sur des pieds spéciaux.

Il suffit de placer les modèles dans l’appareil, de régler le temps d’exposition sur l’écran tactile et d’attendre 20 à 30 minutes. Les grands modèles peuvent prendre plus de temps, mais c’est toujours beaucoup plus rapide que les deux méthodes précédentes.

Conclusion
Que peut-on dire à la fin ?
Quelques solutions de la Uniz Slash Plus nous ont laissé perplexes, comme le système de pompage automatique de la résine et l’utilisation de l’appareil photo. Malgré cela, nous pensons que la Slash Plus est une excellente imprimante. La vitesse d’impression est rapide parmi les imprimantes de cette catégorie.
L’imprimante utilise un trancheur pratique aux multiples paramètres personnalisables et offre diverses méthodes de connexion, notamment Wi-Fi, Ethernet et USB. Il existe même des applications Android et iOS pour contrôler l’impression et exécuter certaines fonctions.
Oui, l’imprimante ne dispose pas de son propre écran, mais l’écosystème Uniz n’en a pas besoin.
La qualité des modèles imprimés est décente, mais la résolution de l’écran fait un peu défaut. Sans surprise, cette imprimante est devenue l’une des meilleures imprimantes dentaires et imprimantes de bijoux.
Et enfin, voici quelques modèles supplémentaires imprimés sur Uniz Slash Plus.
















Nous espérons que vous avez apprécié la lecture de cet avis sur l’imprimante 3D Uniz Slash Plus.