

Connaissez-vous les différents types de filaments d’impression 3D ? Lisez notre guide complet pour le savoir.

Le filament polymère peut être considéré à juste titre comme la pierre angulaire de l’industrie de l’impression 3D. Si le plastique sous forme de fil (filament) n’avait pas été inventé, l’impression 3D ne serait jamais devenue “populaire”. Au lieu de cela, elle serait restée sous forme de granules et de poudres de production industrielle.
Contexte historique : À la fin des années 1980, à la suite d’une percée scientifique et technologique, S. Scott Crump a mis au point la technologie d’impression par dépôt de matière fondue (FDM), qui a été mise en œuvre en production par Stratasys à la fin de la décennie suivante. [one]
Avis juridique : ” Fused Deposition Modeling ” et FDM sont des marques déposées de Stratasys. Les amateurs d’impression 3D impliqués dans le projet RepRap ont inventé le terme analogue de “fabrication de filaments fondus” ou FFF, afin de contourner les restrictions légales. Les termes FDM et FFF ont la même signification et le même objectif. “
Le lecteur moderne sait que les imprimantes 3D FDM sont conçues pour imprimer avec des thermoplastiques appelés filaments, qui sont généralement distribués sous forme de tiges, de filaments, de rouleaux ou de bobines.
Les thermoplastiques, de par leur composition chimique, peuvent être aussi bien relativement inoffensifs pour la santé que très toxiques. Et les vapeurs dégagées lors de l’impression peuvent contenir des éléments chimiques nocifs.
L’éventail des plastiques “propres”, “écologiques”, est très large. L’un des matériaux les plus populaires est le polylactide, ou “plastique PLA”. Ce matériau est fabriqué à partir de maïs ou de canne à sucre, ce qui le rend non toxique et écologique, mais lui confère une durée de vie relativement courte.
En revanche, le plastique ABS est très durable et résistant à l’usure, bien qu’il soit sensible à la lumière directe du soleil. Mais lorsqu’il est chauffé, il peut émettre une certaine quantité de fumées nocives.
“Aujourd’hui, le marché des thermoplastiques pour la 3D, en plus du PLA et de l’ABS, est représenté par plusieurs dizaines, voire centaines, de filaments divers, de toutes les couleurs, de tous les goûts, de toutes les odeurs et de tous les usages. Vous pouvez imprimer une pièce à partir de nylon, de polycarbonate, de polyéthylène, de carbone et de nombreux autres types de thermoplastiques, qui sont activement développés et largement annoncés par les fabricants nationaux et mondiaux modernes de résines et de tiges pour imprimantes 3D. Vous pouvez également utiliser des dérivés de matériaux plus exotiques, par exemple l’alcool polyvinylique, plus connu sous le nom de PVA, ou la cire, qui est utilisée dans la production de filaments “brûlés” pour, par exemple, l’industrie de la bijouterie.
Conditions :
Les polymères (du grec πολύ “beaucoup” + μέρος “partie”) sont des substances constituées d'”unités monomères” reliées en longues macromolécules par des liaisons chimiques ou de coordination [2] .
Les thermoplastiques sont des matériaux polymères qui peuvent se transformer de manière réversible lorsqu’ils sont chauffés en un état hautement élastique ou à écoulement visqueux. La transformation des thermoplastiques en produits ne s’accompagne pas d’une réaction chimique irréversible. Ils sont recyclables (moulés).
Les polymères thermoplastiques peuvent avoir une structure linéaire ou ramifiée, être amorphes (polystyrène, polyméthacrylate de méthyle) ou cristallins (polyéthylène, polypropylène). Contrairement aux thermodurcissables, les thermoplastiques se caractérisent par l’absence de structure tridimensionnelle réticulée et par un passage à l’état fluide, ce qui permet de thermoformer, de couler et d’extruder des articles à partir de ceux-ci.
Certains polymères linéaires ne sont pas thermoplastiques, car leur température de décomposition est inférieure au point d’écoulement (cellulose) [3] .
Elastomère – ce terme désigne les polymères ayant des propriétés hautement élastiques dans le domaine d’utilisation. Tout matériau élastique est appelé caoutchouc ou élastomère. Il peut s’étirer jusqu’à atteindre des dimensions plusieurs fois supérieures à sa longueur initiale (fil élastomère) et, ce qui est important, revenir à sa taille initiale lorsque la charge est supprimée. Tous les polymères amorphes ne sont pas des élastomères. Certains d’entre eux sont des thermoplastiques. Cela dépend de leur température de transition vitreuse : les élastomères ont des températures de transition vitreuse basses et les thermoplastiques des températures élevées. (Cette règle ne fonctionne que pour les polymères amorphes, pas pour les cristallins) [4].
À propos de la production de filaments. Le principe de base de la production est la fabrication par extrusion (extrusion) [5]. La matière première, généralement sous forme de granulés, est fondue et tirée à travers un trou de formage pour former un fil calibré, puis refroidie.
* L’extrusion (du latin extrusio “pousser vers l’extérieur”) est une technologie permettant de fabriquer des produits en forçant une matière visqueuse fondue ou une pâte épaisse à travers un trou de formage.
La gamme d’équipements va des produits artisanaux de bureau aux systèmes multifonctionnels à cycle complet, avec un degré élevé d’automatisation et de contrôle numérique de l’ensemble du cycle de production. En règle générale, la matière première initiale de ces systèmes est un substrat polymère granulaire.

Une chaîne de production simplifiée du processus industriel de production de filaments pour l’impression 3D se présente comme suit : la matière première est chargée dans un récipient de forme conique, d’où elle est introduite dans la chambre de fusion avec un petit débit à l’aide d’une vis. Là, à une certaine température définie, les granulés se transforment en une substance visqueuse et fluide qui, sous la pression de la matière nouvellement fournie, est expulsée par un système de buses calibrées. Le fil ainsi obtenu passe par un processus de refroidissement et de calibrage supplémentaire pour atteindre les dimensions de diamètre spécifiées. Sa consistance, sa solidité et son humidité sont contrôlées. Ensuite, le filament est enroulé sur une bobine technologique ou commerciale. Il est à son tour soumis à un séchage supplémentaire contrôlé, puis emballé dans un récipient hermétique.

Tous les paramètres de température, de vitesse, de dimensions et de masse sont contrôlés à l’aide d’un grand nombre de capteurs spécialisés reliés à un système de contrôle numérique centralisé.
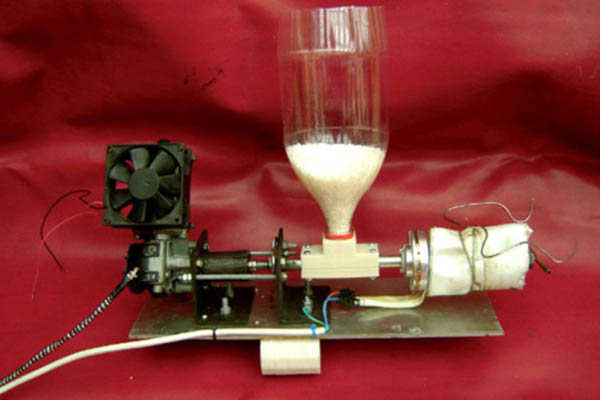
Fabriquer une barre à la maison est un peu plus prosaïque, mais le principe reste le même. Même les bouteilles en plastique des conteneurs ménagers coupées en rubans peuvent être utilisées comme matières premières pour un “fabricant de fils” à domicile. Le coût de base de tels produits est nettement inférieur à celui de l’usine, mais la qualité correspond au prix. Il y a cependant des exceptions.


Aujourd’hui, les plastiques pour l’impression 3D sont produits dans deux diamètres de filament standard – 2,85 mm. et 1,75 mm. Le filament le plus courant est de 1,75 mm, cependant, une tige de 2,85 mm de diamètre, en raison de sa rigidité accrue, est toujours demandée par les utilisateurs d’imprimantes 3D équipées d’un extrudeur de type “bowden”. Par exemple, les imprimantes Ultimaker l’utilisent.
À l’aube de la révolution 3D populaire, dans une situation de pénurie d’ingrédients pour l’impression, des lignes de pêche et des bobines pour tondeuses à gazon étaient également utilisées. Cependant, de nos jours, les imprimantes 3D ont un nombre énorme de propositions pour tous les goûts et tous les budgets. Essayons de les comprendre un peu.
FILAMENT SUR LES ÉTAGÈRES
Afin de ne pas s’embrouiller dans la grande variété de plastiques produits aujourd’hui – filaments (filaments) pour l’impression 3D, nous les divisons très conditionnellement en trois catégories “globales” : de base, auxiliaires et décoratifs. D’ailleurs, les décoratifs, dans une certaine mesure, peuvent aussi être corrélés avec les basiques, mais leur choix séparé est dû à l’exigence accrue de l’apparence du produit final.

– Les produits de base sont les types de plastiques qui, en termes de propriétés physico-chimiques, conviennent le mieux à la fabrication de produits et de pièces destinés à une production industrielle ou spéciale. Sur leur base, des variantes spécialisées dotées de diverses propriétés uniques peuvent être produites. La gamme s’étend d’un plastique extra fort et résistant à un plastique super souple et flexible.

À leur tour, les plastiques de base peuvent être divisés en deux catégories : les plastiques techniques (industriels) et les plastiques particuliers (biens de consommation). Les premiers sont soumis à des exigences opérationnelles accrues, par exemple une grande solidité ou ténacité, une élasticité, une durabilité, une neutralité chimique ou une résistance aux environnements atmosphériques ou autres.
Les seconds sont assez fiables pour garder leur forme, ils sont faciles à imprimer sur une large gamme d’équipements, ils sont faciles à manipuler avec des outils et des substances improvisés, ils sont faciles à peindre et sont respectueux de l’environnement et sûrs à utiliser.

– Les plastiques auxiliaires sont conçus pour imprimer des éléments supplémentaires de structures imprimées qui assurent la reproduction de parties en surplomb du modèle imprimé ou ne touchant pas du tout le bureau. Ou pour créer des formes ou des produits à la cire perdue ou solubles.

– Decorative plastics contain additional impurities or are completely made from special substances that provide their unique external texture, color or transparent properties.

De plus, tous les filaments sont divisés en deux catégories : haute température et basse température. Pour les premiers, une barrière thermique spéciale, entièrement métallique, de l’extrudeuse ou sa conception spéciale est nécessaire. Pour le second, il suffit d’une extrémité chaude à plein temps de toute imprimante répandue.
Il est important de se rappeler que les tubes en plastique fluoré (PTFE) sont utilisés dans la conception des extrudeuses à basse température, mais les plastiques fluorés sont différents, et bien qu’ils aient tous le plus faible coefficient de friction à sec parmi les polymères, ils ne sont néanmoins pas des analogues directs. Ainsi, par exemple, le fluoroplast-4 (Téflon) a un point de fusion de 270-327 ° C, et le fluoroplast-3 n’est que de 210-215 ° C, mais le fluoroplast-40 fond à 265-275 ° C.
Il est théoriquement correct d’utiliser le fluoroplate-4 dans les barrières thermiques composites des extrémités chaudes – un polymère cristallin avec une température de fusion des cristaux de 327 ° C et une température de transition vitreuse des zones amorphes de -100 ° C à -120 ° C, qui, même à des températures supérieures à la température de décomposition (415 ° C) passe dans un état de flux visqueux, mais ne perd que certaines propriétés de glissement et d’élasticité.

Mais pour la plupart des imprimantes 3D domestiques, le fabricant ne précise pas, ou ne sait peut-être pas lui-même, quel grade de PTFE a été utilisé pour assembler les extrémités chaudes des extrudeuses. Par conséquent, il y a souvent des histoires parmi les utilisateurs sur la perte d’extrusion due à une barrière thermique défaillante après avoir imprimé avec des filaments avec une température de 250 ° C et plus. Malheureusement, vous devez vous en souvenir et, en cas de doute, utiliser une barrière thermique entièrement métallique lorsque vous travaillez avec des plastiques dont la température d’impression est supérieure à 245-250 °C.

Autre conseil utile . Avant de commencer à expérimenter de nouveaux plastiques, il est important pour l’opérateur et le propriétaire de l’imprimante 3D de s’assurer que la température réelle de la partie chaude est affichée sur son écran ou son moniteur. En effet, les modèles d’imprimantes bon marché présentent souvent une dispersion des températures réelles et affichées pouvant atteindre plusieurs dizaines de degrés. Cela est dû à des capteurs de température (thermistances) non calibrés et à l’écart entre leurs paramètres et ceux de la table ADC. Il est rare que quelqu’un entreprenne de faire cette procédure complexe par lui-même, bien que l’on trouve des exemples de cette ponctualité. Il suffit parfois d’imprimer une tour de température d’essai pour déterminer l’erreur et en tenir compte ultérieurement lors de la mise en place d’autres impressions.
Passons maintenant à la description, autant que possible dans un format journalistique, des filaments les plus célèbres utilisés aujourd’hui dans l’impression 3D, en les triant par division conditionnelle en groupes.
Basique, solide
PLA
Le polylactide (PLA) est un polyester aliphatique biodégradable, biocompatible, thermoplastique, dont le monomère est l’acide lactique. Les matières premières utilisées pour sa production sont des ressources renouvelables annuellement, comme le maïs et la canne à sucre.

On peut le qualifier de “classique du genre”, bien que les “pionniers” de l’impression 3D, pour une raison ou une autre, hésitent à passer de l’ABS au PLA, par la force de l’habitude. Ceux qui ont eu la chance de commencer à se familiariser avec les technologies additives en utilisant le plastique PLA, constatent la grande facilité d’utilisation de ce filament. La facilité d’utilisation et les faibles exigences en matière de dispositifs d’impression, associées au grand respect de l’environnement et à l’innocuité de ce polymère fabriqué à partir de betteraves et de cannes à sucre, ont ouvert la porte aux masses et sont largement utilisés non seulement dans l’impression quotidienne, mais aussi dans le prototypage. Il est également utilisé pour la fabrication de produits à courte durée de vie (emballages alimentaires, vaisselle jetable, sacs, récipients divers), ainsi qu’en médecine, pour la production de fils et de broches chirurgicaux.
Sur le marché, le plastique des principaux fabricants est représenté par une large palette de couleurs, par exemple, eSun a plus de cinquante positions. Il existe de nombreuses variantes sur la base de ce thermoplastique PLA, y compris des variantes décoratives.
PLA + (PLA PRO)
PLA modifié à haute résistance. Certains fabricants, par exemple le même eSun, affirment que la résistance est multipliée par 10 par rapport aux caractéristiques de base du PLA “standard”. [6] .
Buse – 205-225 ° C. Table – 60-80 ° С (impression sans chauffage est possible)
Verre PLA (PLA Transparent, PLA Ecofil)
Une combinaison réussie de plastiques de base et de plastiques décoratifs. Avec toutes les caractéristiques pratiques positives du PLA, ce filament vous permet d’obtenir des effets visuels originaux en combinant différentes formes de remplissage et épaisseurs de paroi dans la pièce imprimée.

Température de la buse * : 180 – 220 ° С Température de la table : 20 – 70 ° С. Vitesse d’impression recommandée : 10 – 120mm / s
* Pour différents fabricants, les options pour les conditions de température peuvent varier dans les 5-10 ° С.
eSilk-PLA Esun
L’eSilk-PLA d’Esun est un nouveau plastique dans la gamme des matériaux de conception. Il a été obtenu en ajoutant au PLA des matériaux ayant un effet lumineux. Le produit fini a un riche éclat de soie, plus brillant que le PLA ordinaire.

eSilk est largement utilisé dans les modèles présentant une grande surface complexe, ainsi que dans les produits pratiques : pièces d’ameublement, éléments de finitions décoratives intérieures et extérieures, structures publicitaires et éléments de conception dans d’autres domaines de l’ingénierie, de la représentation et de la production.

Les propriétés physico-chimiques d’eSilk-PLA sont similaires à celles du PLA, avec de bonnes propriétés mécaniques et une résistance élevée aux chocs. Il est facile à taper. Il ne rétrécit pratiquement pas. Le plastique est respectueux de l’environnement, sans odeur.
| Allongement à la rupture | 300% |
| Couleur | Silver |
| Résistance à la traction | 58 MPa |
| Résistance à la flexion | 75 MPa |
| Module d’élasticité | 4000 MPa |
| Résistance au choc selon Izod | 4 kJ / m2 |
| Indice de fusion | 2,5 g / 10 min (190 ° C / 2,16 kg) |
| Densité | 1,43 g / cm3 |
| Point de ramollissement | 67 ° C |
Point de fusion 190 – 220 ° C
Température recommandée pour le chauffage de la plate-forme 0/60 – 80 ° C
ABS
(Acrylonitrile Butadiène Styrène)
L’un des premiers filaments accessibles à un large éventail d’amateurs d’impression 3D. En usage domestique, il est utilisé moins fréquemment que le PLA en raison de l’odeur spécifique de la barre chauffée lors de l’impression, qui nécessite un étirage. De plus, de nouvelles recherches montrent que les émanations d’ABS peuvent avoir des effets négatifs sur la santé.

Certains pensent que le plastique ABS résiste à la lumière du soleil, mais en 1998, aux États-Unis, une étrange histoire s’est produite avec le rappel de 8,8 millions de voitures en raison de la destruction par photooxydation des boutons de déclenchement en polymère des ceintures de sécurité moulées en ABS [7]… Peut-être que des modifications ont été apportées à la formule chimique depuis lors et que les plastiques modernes ne présentent pas ce problème, mais nous ne nous engageons pas à confirmer ou à réfuter cette affirmation. Le fait est que, en général, les tests sont effectués en utilisant uniquement des lampes UV, et la destruction photo-oxydative des polymères se produit avec l’exposition simultanée à la lumière et à l’oxygène. Mais même une simple irradiation avec une lampe relativement puissante, organisée il y a quelques années par un groupe de passionnés dans le cadre d’une expérience comparant la résistance à la lumière de l’ABS et de l’ASA, a montré que cette affirmation, pour ne pas dire plus, n’est pas tout à fait exacte [8] .
Spécifications du plastique ABS
| Température de transition vitreuse | Environ 105 ° C |
| Résistance à la flexion | 41 MPa |
| Résistance à la traction | 22 MPa |
| Module de traction | 1627 Mpa |
| Extension relative | 6% |
| Rétrécissement au refroidissement | Jusqu’à 0,8 %. |
| Densité du matériau | Environ 1,05 g / cm³ |
Il convient de garder à l’esprit que les paramètres réels du plastique ABS pour l’impression 3D dépendent des spécifications du fabricant.
L’un des principaux inconvénients de l’ABS est son important rétrécissement pendant et après l’impression, la déformation pendant le refroidissement. Si les réglages de la trancheuse et de l’imprimante sont incorrects, une délamination peut se produire et la pièce se déchirera simplement en couches. Le point de ramollissement du plastique ABS se situe dans une fourchette de 95 à 117 °C. [neuf]
Sinon, le filament ABS reste populaire, peut-être par habitude, car, franchement, passer d’un matériau fiable à un nouveau est toujours gênant et pas toujours conseillé. De plus, il se prête bien à l’usinage, au meulage et à la peinture.
L’ABS a une mauvaise adhérence. Le choix de la colle est un choix important. La colle est parfaite avec le dichloroéthane (EDC) et, en règle générale, avec les colles à base d’acétone [10] . Vous pouvez dissoudre une certaine quantité de plastique dans l’acétone et coller les pièces avec cette solution. Quelqu’un mélange le solvant 646 avec le “super moment” habituel et se réjouit du résultat pendant de nombreuses années. De bonnes critiques sur la colle cyanoacrylate AXTON et le Cosmofen CA12
Et le fameux bain d’acétone donne aux produits ABS un aspect brillant “usine”, avec toutefois une certaine perte de détails fins du modèle.

Les principaux segments de son application sont la production “semi-industrielle” et industrielle avec une bonne ventilation. Restriction de l’impression de pièces à haute précision géométrique en raison d’un retrait élevé. Elle nécessite au moins une chambre thermique passive et une extrudeuse entièrement métallique, qui, à son tour, est très exigeante sur sa propre qualité et “n’aime pas” un grand nombre de rétractions.
La table est d’environ 80 ° C. Buse 240 ± 15 ° С (jusqu’à 260 ° С) Tout métal barrière thermique, Passive. chambre de chaleur.
ABS +
Il s’agit d’une version modifiée du plastique ABS classique, avec une dureté, une rigidité, une élasticité (2443Mpa), un coefficient de flexion et une résistance à la traction accrus.

Ce matériau ne se corrode pas, conserve longtemps sa couleur et est chimiquement neutre aux huiles, graisses, lubrifiants, essence et hydrocarbures.
eABS MAX eSun
Il s’agit d’un nouveau plastique technique de la ligne ESUN, caractérisé par une haute résistance au feu due à la présence de retardateurs de flamme dans la composition, et une résistance aux basses températures. Il conserve presque entièrement ses propriétés à des températures allant jusqu’à -20 ℃ et ne s’effrite pas.

Par rapport à l’ABS classique et à l’ABS +, ce plastique a une résistance aux chocs nettement supérieure, il est de plus en plus dur. En outre, l’eABS MAX est très abrasif et ne rétrécit pas lors de l’impression. Le matériau a une bonne fluidité, il est facile à imprimer, et les produits finis ont une surface lisse. Facile à post-traiter, pour lequel vous pouvez utiliser de l’acétone. Le plastique est très résistant à l’huile et à l’humidité, moins de 1% dans des conditions normales. Un grand avantage est la non-toxicité du matériau.

| Allongement à la rupture | trente% |
| Résistance à la traction | 45 MPa |
| Résistance à la flexion | 58 MPa |
| Module d’élasticité | 2400 MPa |
| Résistance au choc selon Izod | 48 kJ / m2 |
| Indice de fusion | 60 g / 10 min (220 ° C / 10 kg) |
| Densité | 1,05 g / cm3 |
| Point de ramollissement | 85 ° C |
Taille de la buse 0,2 / 0,25 / 0,3 mm (le diamètre de la buse doit être supérieur à l’épaisseur de la couche)
Température recommandée du coussin chauffant 90 – 110 ° C
Point de fusion 220 – 240 ° C
PETG
Polyéthylène téréphtalate glycol (PETG)


Ce copolyester (combinaison) relativement nouveau et résistant à l’usure est un dérivé du plastique PET (récipient de bouteille), qui est son copolymère. Sa densité est de 1,27 g/cm3. C’est plus que le PLA et environ un cinquième de différence avec l’ABS. Dureté Rockwell : R 106. À titre de comparaison, l’ABS a environ R 110. La température de transition vitreuse est d’environ 80 ° C. Résistant chimiquement, non sensible aux acides, aux alcalis et à l’eau. Assez flexible tout en conservant sa solidité. Par exemple, le PETG est parfait pour les pièces de quadcoptère – le pare-chocs qui en est fait peut absorber efficacement les chocs, restant assez rigide et ne s’effondrant pas même dans les accidents les plus graves.
De temps en temps, vous pouvez trouver des avis d’utilisateurs pratiques avec des histoires d’impression très “poilues” et de fluidité non régulée. Peut-être que tous les fabricants n’ont pas encore mis au point la technologie, ou que la formule elle-même est instable, ou que les ingrédients sont défectueux…

Et voici ce que les praticiens écrivent à ce sujet. Le PETG est pointilleux sur les réglages. Assurez-vous que les températures des parties chaudes de vos imprimantes sont exactes. Si ce n’est pas le cas, calculez la marge d’erreur sur quelques impressions expérimentales pour obtenir une bonne qualité. Ensuite, sélectionnez les modes de température pour l’impression. Parfois, 2 ou 3 degrés jouent un rôle décisif.
Le PETG n’aime pas les vitesses élevées, tant en impression qu’en rétraction – ne réglez pas plus de 15-30 mm/s. Si vous ne disposez pas d’une barrière thermique entièrement métallique, n’augmentez pas la température de la buse au-delà de 235-245 ° С, sinon le tube en plastique fluoré (PTFE) risque de fondre dès les 250 ° С, et s’il n’est pas de la même classe (ce que l’on trouve souvent dans les produits chinois), alors encore plus tôt…
Il est particulièrement surprenant que pour le PETG, il est recommandé de calibrer l’imprimante d’une manière spéciale. Pas une feuille de papier, mais trois. Il a été dit que si la buse de l’extrudeuse est proche de la table ou de la couche précédente, alors un film commencera à se former, et une toile d’araignée apparaîtra au niveau de la buse. Vous pouvez régler cet écart supplémentaire à l’aide d’une trancheuse, mais c’est une longue histoire. Par conséquent, les bonnes propriétés physico-chimiques du PETG font pâle figure face aux difficultés d’impression.
Il est vrai que, pour une raison quelconque, personne ne parle des problèmes rencontrés lors de l’impression avec du plastique provenant de fabricants connus et réputés depuis longtemps. Peut-être que tout le problème réside dans la fabrication ?
| PROPRIÉTÉS | VALEUR | Unités CHANGEMENT |
| Physique | ||
| Densité | 1260 – 1280 | kg / m ^ 3 |
| Mécanique | ||
| Point de rendement | 4.79e7 – 5.29e7 | Pa |
| Résistance à la traction | 6e7 – 6.6e7 | Pa |
| Allongement | 1.02 – 1.18 | % Tension |
| Dureté (Vickers) | 1.41e8 – 1.56e8 | Pa |
| Résistance au choc (sans entaille) | 1.9e5 – 2e5 | J / m ^ 2 |
| Résistance à la traction | 2.11e6 – 2.54e6 | Pa / m ^ 0.5 |
| module de Young | 2.01e9 – 2.11e9 | Pa |
| Thermique | ||
| Température maximale de fonctionnement | 51 – 64 | ° C |
| La température de fusion | 81 – 91 | ° C |
| Conductivité électrique | Isolateur | |
| Chaleur spécifique | 1470 – 1530 | J / kg ° C |
| Coefficient de dilatation thermique | 0.00012 – 0.000124 | Tension / ° C |
| Durabilité | ||
| CO2 | 3.22 – 3.56 | kg / kg |
| Recyclage | Oui |
Températures recommandées : table – 80 ° С, buse – 210-230 ° С.
Nylon (Polyamide)
Le nylon est une famille de polyamides synthétiques utilisés principalement dans la production de fibres. Les deux types de nylon les plus courants sont
le polyhexaméthylène adipinamide (anid (URSS / Russie), nylon 66 (USA)), souvent appelé nylon lui-même ; le poly-ε-caproamide (nylon (URSS / Russie), nylon 6 (USA)).
Le nylon est un matériau avec une haute résistance à l’usure et à la chaleur, il peut être traité sans problèmes, avec un excellent coefficient de glissement (les douilles peuvent être imprimées) Excellent pour l’impression des engrenages et des mécanismes. Le plastique ne contient pas d’impuretés nocives, ne perd pas sa géométrie lorsqu’il est chauffé.

Les filaments de nylon sont généralement très hygroscopiques. Le nylon peut absorber jusqu’à 10% de son poids en eau en seulement 24 heures ! C’est pourquoi ils doivent être stockés dans des emballages scellés avec du gel de silicate. Il faut les sécher avant de les utiliser.
Avec des réglages appropriés, la tête en nylon s’imprime facilement et bien. Si le matériau est séché, la qualité de la surface laisse un toucher soyeux. En utilisant un nylon de qualité, l’adhésion des couches sera excellente et les impressions seront impeccables. Un niveau de détail élevé sera fourni sur les petits et les grands modèles.
En tant que nylon résistant à l’usure, il est excellent pour l’impression de pièces soumises à une friction constante, comme les engrenages, et il se prête également bien à l’usinage, au perçage et au filetage.
Lors de l’impression, utilisez un lit de construction chauffé à moins de 90-100 ℃, car le nylon est sensible au refroidissement trop rapide et donc à la déformation. Il est souhaitable d’avoir une chambre thermique fermée.
Les plastiques en nylon sont des filaments haute température et nécessitent une extrémité chaude entièrement métallique, car les températures d’impression peuvent atteindre 240-260 ° C et plus. En termes de prix, ils sont fabriqués dans des plastiques coûteux.
ePA-GF ESUN
Ce matériau est constitué de nylon auquel on a ajouté de la fibre de verre. Par rapport au nylon classique, l’ePA-GF présente une résistance mécanique, une rigidité, une résistance à la déformation plastique et une résistance à la chaleur nettement améliorées.
Résistance accrue à la fatigue (propriété du matériau de ne pas s’effondrer au fil du temps sous l’influence de charges de travail variables).


ASA
Copolymère d’éther acrylique, de styrène et d’acrylonitrile
L’ASA (Acrylo-Nitrile-Styrène-Acrylate) est un analogue de l’ABS qui présente une résistance accrue aux UV et aux intempéries, de sorte que les produits ASA ne jaunissent pas à l’air libre, même dans les conditions les plus stressantes. En outre, ce plastique n’est pratiquement pas affecté par les lubrifiants, les acides dilués et le carburant diesel. Les avantages du plastique ASA incluent ses propriétés d’étanchéité et de déperdition de l’humidité. Il résiste à un chauffage de courte durée jusqu’à 100-110 ° С. Il est intéressant de noter que les granulés d’ASA contiennent un matériau transparent, et que la transparence est supérieure à celle du plastique SAN. Cependant, sous la forme d’un fil d’une couleur laiteuse terne.

Ses principaux domaines d’application sont l’automobile, divers types de modélisme de loisirs, les détails techniques des appareils utilisés à l’extérieur, les petites formes d’aménagement paysager, la publicité extérieure.
Se dissout avec de l’acétone. Selon un blogueur bien connu dans les cercles étroits, si c’était sa volonté, il passerait de son cher ABS à l’ASA sans regarder. Mais apparemment, le prix n’augmente pas. Peut-être l’ASA, un filament injustement négligé.
Table 115-125 ° C. Buse – 245-265 ° C. Nous recommandons : Tout métal barrière thermique, passif. chambre de chaleur. Vitesse 30-40mm / sec
Polycarbonate
Un groupe de thermoplastiques, polyesters d’acide carbonique et d’alcools dihydriques de formule générale n. Les polycarbonates aromatiques sont de la plus grande importance industrielle, principalement le polycarbonate à base de bisphénol A, en raison de la disponibilité du bisphénol A, synthétisé par condensation du phénol et de l’acétone.
Grâce à la combinaison de propriétés mécaniques et optiques élevées, le plastique monolithique est également utilisé comme matériau dans la fabrication de lentilles, CD, phares, lunettes et produits d’éclairage. Il est largement connu sous le nom de produit en feuille de “polycarbonate cellulaire”.

PolyMax PC
Matériau high-tech spécialement développé par PolyMaker. Ce filament est idéal pour relever les défis d’ingénierie les plus difficiles. PolyMax PC n’a rien à envier à d’autres matériaux d’impression et offre une résistance et une durabilité maximales.

PolyMax PC est conçu à l’aide de la technologie de nano-renforcement de Polymaker afin de garantir une qualité d’impression maximale et des propriétés mécaniques exceptionnelles dans le produit fini. Il s’agit en effet de l’un des plastiques les plus solides, avec une résistance à la flexion comparable à celle du CoPa.

Par rapport au PolyLite, le PolyMax PC présente une résistance incomparablement plus élevée : 25,1 ± 1,9 kJ / m 2 contre 3,4 ± 0,1 kJ / m 2 .
PolyMax PC présente la meilleure résistance à l’impact, et les produits fabriqués à partir de ce filament se caractérisent par une force et une durabilité incroyables, associées à une résistance aux températures élevées. L’utilisation de ce filament permet une impression de haute qualité et le produit fini présente une finition lisse et légèrement brillante.
Pratiquement inodore. Réfractaire, léger et économique à exploiter. Les performances optimales du filament assurent un colmatage quasi nul de l’extrudeuse et minimisent les artefacts pendant l’impression.
Il est recommandé d’imprimer dans une imprimante avec une chambre d’impression fermée avec une table chaude.
Spécifications
| Résistance à l’impact | 25.1 ± 1.9 kJ / m2 |
| Densité du fil | 1.18 – 1.20 (g / cm3 @ 21.5˚C) |
| Allongement à la rupture | 12.2 ± 1.4% |
| Module de flexion | 2044 ± 55 MPa |
| Module de traction | 1879 ± 109 Mpa |
| Résistance à la traction | 59.7 ± 1.8 MPa |
| Résistance à la flexion | 94.1 ± 0.9 MPa |
| Module d’élasticité | 2048 ± 66 MPa |
| Indice de fusion | 6-8 g / 10 min (260 ℃ 1,2 kg) |
| Température de transition vitreuse | 113 ˚C |
| Point de ramollissement | 117 ˚C |
La température recommandée pour le chauffage de la plate-forme est de 90 – 105˚C. Température de la buse 250 – 270˚C. Vitesse d’impression recommandée 30 – 50 mm / s
PC-plastique Raise3D Premium
PC Raise3D Premium – polycarbonate, l’un des thermoplastiques industriels les plus avancés, conçu pour l’impression de modèles très durables et résistants à l’usure. Ce plastique se caractérise par sa résistance aux températures élevées, sa résistance aux chocs et sa rigidité. Il est principalement utilisé dans la création de modèles pour les étapes ultérieures des tests fonctionnels ou pour la production de pièces finies telles que des composants d’appareils électriques, des assemblages électriques, des casques de protection, etc. La résistance aux températures élevées (jusqu’à 110°C) fait du PC de Raise3D Premium une alternative idéale aux métaux (par exemple, pour placer des pièces sous le capot de la voiture).

L’équipement d’impression doit disposer d’une chambre thermique fermée et d’une extrudeuse haute température avec une barrière thermique entièrement métallique.
Spécifications
| Allongement à la rupture | 12.2 ± 1.4% |
| IRésistance au choc | 25.1 ± 1.9 kJ / sq. m. (Charpy) |
| Densité du fil | 1.18 – 1.20 (g / cm3 at 21.5˚C) |
| Module de flexion | 2044 ± 55 MPa |
| Résistance à la traction | 59.7 ± 1.8 MPa (pour XY), 29.1 ± 4.1 (pour Z) |
| Résistance à la flexion | 94.1 ± 0.9 MPa |
| Module d’élasticité | 2048 ± 66 MPa (Jung) |
| Indice de fusion | 6 – 8 g / 10 min (à 260 C, 1,2 kg) |
| Température de transition vitreuse | 113 ℃ |
| Densité | 1.19-1.20 g / cm. cub. (à 21.5 ˚C) |
| Point de ramollissement | 117 ℃ (d’après Vika) |
| Température ambiante | 70-80 ˚C |
Température de la table de travail 80-105˚C. Température de la buse recommandée 250-270˚C. Vitesse d’impression recommandée 60 mm / sec.
Carbone ePA-CF

Il appartient au groupe des plastiques techniques à haute température.
Produit écologique à base de nylon avec 20 % de fibres de carbone. L’ajout de fibres de carbone réduit les dommages causés par les UV au support en nylon.
Le modèle présente une surface lisse et un effet mat. Aucune odeur désagréable n’est émise lors de l’impression. Possède une grande solidité, rigidité et résistance à l’usure. Convient à l’impression 3D de pièces industrielles utilisées dans le produit final.
Les modèles imprimés peuvent résister à une chaleur allant jusqu’à 160 ℃.
Par rapport au nylon, le matériau présente un rapport de compression, de rétraction plus faible et, par conséquent, offre une plus grande précision. Le filament est ininflammable, résistant aux flammes, conforme au niveau : UL94-V2.
Lors de l’impression avec du carbone, il est recommandé d’utiliser des buses en acier inoxydable, qui s’usent moins que les buses en bronze et en laiton.
Une imprimante avec une chambre fermée et une table chauffante est recommandée pour l’impression.
Spécifications
| Allongement à la rupture | 26% |
| Résistance à la traction | 85 Mpa |
| Résistance à la flexion | 122 Mpa |
| Module d’élasticité | 5160 Mpa |
| Résistance au choc selon Izod | 15.5 kJ / m2 |
| Indice de fusion | 6 g / 10 min (250 ° C / 5 kg) |
| Densité | 1.24 g / cm3 |
| Point de ramollissement | 120 ° C |
Température de fusion 240 – 260 ° С
Température recommandée du coussin chauffant 80 – 90 ° C

EPA-GF Le plastique s’imprime parfaitement – l’absence de distorsion géométrique et la bonne qualité de la surface donnent au modèle l’apparence d’un produit de qualité. La fibre de verre incluse réduit le pourcentage de rétrécissement par rapport au nylon pur, de sorte que lors de l’impression de grands modèles, la probabilité de rétrécissement et de déformation est bien moindre. La distorsion thermique est de 120 ℃. Ce type de plastique est idéal pour la production d’engrenages, de roulements, d’ailes d’avion, de pompes, de pièces de bicyclette et d’automobile et d’autres pièces en plastique fonctionnelles et résistantes à la chaleur pour les industries aérospatiale, automobile, mécanique et chimique.
Spécifications
| Résistance à la traction | 101 MPa |
| Résistance à la flexion | 160 MPa |
| Module d’élasticité | 4300 MPa |
| Résistance au choc selon Izod | 8 kJ / m2 |
| La température de fusion | 240 – 260 ℃ |
| L’indice de fusion | 7 g / 10 min (250 ℃ / 5 kg) |
| Densité | 1,35 g / cm3 |
| Le point de ramollissement | 120 ° C |
Température de table recommandée 80-90 ℃
SBS
(styrène-butadiène-styrène)
Les plastiques SBS sont un autre matériau thermoplastique relativement nouveau sur le marché des filaments d’impression 3D. Matériau modérément élastique et sûr, il présente une excellente adhérence entre les couches, notamment après traitement dans du limonène [11] ou du solvant [12] . Les pièces fabriquées à partir de ce bâtonnet sont flexibles, résilientes et ne se cassent pas. Il se décline dans une palette de couleurs riches et vibrantes.
* [11] – Limonène-D – 1-méthyl-4-isopropénylcyclohexène-1, un hydrocarbure du groupe terpénique. Solvant pour une série de matières plastiques. Il existe sous la forme de deux formes optiquement actives – les énantiomères et sous la forme d’un mélange racémique. Il est contenu dans de nombreuses huiles essentielles (dans les huiles essentielles d’agrumes jusqu’à 90% de D-limonène) et dans la térébenthine (4-6% de dipentène dans la térébenthine de Pinus silvestris).
[12] – Le solvant est un mélange d’hydrocarbures légers libérés par les matières premières du pétrole ou du charbon, un liquide inflammable. C’est un mélange d’hydrocarbures aromatiques avec une faible teneur en naphtènes, paraffines et hydrocarbures cycliques insaturés. Il est utilisé pour dissoudre les huiles, les bitumes, les caoutchoucs, les oligomères d’urée et de mélamine-formaldéhyde, les polyesters d’acide téréphtalique, les résines de pétrole, les polyesteramides et les polyétherimides, les peintures et vernis alkydes mélaminés, ainsi que dans le processus d’impression.
Facile à traiter et à peindre. Il se caractérise par une faible toxicité et un faible rétrécissement ainsi que par une grande résistance. Le SBS est sans danger pour l’homme et neutre pour l’eau, ce qui permet de le transformer en vaisselle et en couverts.

Lors de l’impression, il convient de tenir compte de la faible adhérence entre les couches, qui peut entraîner le saut de couches et le délaminage. Les températures d’extrusion et de chauffage de la plate-forme relativement élevées pour les plastiques du groupe “populaire” introduisent certaines restrictions à l’application pratique de ce filament. Pour certaines imprimantes, l’expérimentation de températures autour de 250 ° C entraînera la réparation de l’extrémité chaude et le recalibrage de la table.
En outre, l'”élasticité” du fil exige une alimentation directe et une grande perméabilité du chemin du filament sans friction ni flexion excessives. Sinon, il y a une forte probabilité de chevauchements, de plis et de glissement de la barre dans l’espace libre de l’extrudeuse, suivis d’un arrêt de l’impression. Vous devez utiliser une rétraction minimale ou la désactiver complètement si la géométrie du modèle le permet. Les utilisateurs expérimentés recommandent de définir une épaisseur de couche égale à la moitié du diamètre de la buse. Lorsqu’elle diminue, des rugosités apparaissent sur les parois extérieures ; lorsqu’elle augmente, les couches peuvent ne pas être frittées.
L’adhérence à la table est moyenne, il vaut donc la peine d’utiliser des moyens supplémentaires pour fixer les premières couches sur la surface de travail de la plateforme de construction.

Les plastiques SBS se distinguent par leur solidité, leur ductilité et leur résistance à la chaleur. En outre, le module d’élasticité est beaucoup plus faible que celui de l’ABS, de sorte que les produits finis sont plus flexibles.
Spécifications
| La température de fusion | 190-210 ° C |
| Le point de ramollissement | 76 ° C |
| Température de fonctionnement | -80 + 65 ° C |
| Dureté (Rockwell) | R118 |
| Allongement à la rupture | 250% |
| Résistance à la flexion | 36 MPa |
| Allongement à la rupture | > 260%. |
| Résistance à la rupture | 34 MPa |
| Module de traction | 1.35 GPa |
| Module de flexion | 1.45 GPa |
| Température de transition vitreuse | 95 ° C |
| Densité | 1.01 g / cm³ |
| Précision d’impression | ± 0.4% |
| Rétrécissement dans la fabrication des produits | 0.2 |
| Absorption d’humidité | 0.07% |
Options d’impression. Diamètre de la buse 0,3-0,8 mm. Température d’extrusion 220-240 ° C. Température de la table 70-90 ° C. Débit d’air recommandé – 20%.
SBS-verre (verre)
(Copolymère styrène-butadiène)
Modification du thermoplastique SBS de base. Le principal avantage des filaments SBS-Glass est leur transparence – environ 93% de transmission lumineuse. Après traitement au solvant ou au limonène, ils prennent la forme d’un vitrail.

Des produits particulièrement intéressants sont obtenus lors de l’impression dans les modes “vase” (vase), “spirale”. La plus grande transparence du modèle après traitement chimique sera observée pour les modèles ayant une hauteur de couche plus élevée ; par exemple, pour une buse de 1,5 mm, une épaisseur de couche de 0,35 mm est suffisante. En l’absence d’une buse du diamètre requis, la largeur de l’extrusion peut être augmentée en augmentant le coefficient de débit (débit, multiplicateur d’extrusion), une paroi épaisse peut être nécessaire pour simuler une bouteille en verre.
Pour une impression fiable, il est recommandé de définir une petite valeur de rétraction : pour un extrudeur direct 0,5 mm, pour un bowden pas plus de 1 mm. Le flux d’air est minimal. Il y a un haut degré d’adhésion au verre propre à des températures de 50-80 ° C.

Les modèles sont traités chimiquement avec un solvant (néfras-A), du xylène ou du d-limonène. Les produits dont l’épaisseur de paroi est égale ou supérieure à 1 mm peuvent être traités par immersion dans un solvant. Immédiatement après le contact du solvant avec le matériau, il est nécessaire de commencer à sécher le modèle avec un sèche-cheveux domestique ou de chantier.
Le résultat de ce traitement sera des produits qui ressemblent beaucoup à des récipients en verre, mais qui sont en même temps solides, résilients et totalement sûrs.
Spécifications
| Module de flexion | 1.5 GPa |
| Rétrécissement | 0.2-1.1% |
| Hygroscopicité | extrêmement faible – 0,06 %. |
Paramètres d’impression recommandés. Buse 225-240 ° C. Table 50-80 ° C. Vitesse d’impression jusqu’à 100 mm / s
PEEK
( Polyétheréthercétone )
Un matériau semi-cristallin moderne qui offre une combinaison unique de résistance mécanique, chimique et thermique. Les pièces en PEEK peuvent être irradiées aux rayons X et aux rayons gamma. L’infusibilité de ce filament le rend impossible à imprimer sur la plupart des imprimantes 3D grand public.

Plastique très durable et résistant aux hautes températures. Il n’est pratiquement pas utilisé dans l’impression domestique, en raison des exigences élevées concernant les températures de la buse et de la table d’impression. Nécessite une chambre thermique, de préférence active. L’adhérence interlaminaire est bonne, mais l’adhérence à la plateforme de construction est faible, ce qui nécessite des mesures supplémentaires pour fixer les premières couches.
Il est utilisé pour l’impression de prototypes fonctionnels de produits soumis à de fortes contraintes physiques et mécaniques et fonctionnant à des températures élevées. En raison de ses propriétés uniques, il a le même prix unique – un filament très cher.
ePEEK Pro Esun
Polymère semi-cristallin résistant à la chaleur, doté d’excellentes propriétés mécaniques et chimiques. Il conserve une résistance élevée à l’usure à des températures allant jusqu’à 250 ° С, possède un niveau élevé de résistance au feu et peut supporter un chauffage jusqu’à 315 ° С pendant une courte période. L’ePEEK est un matériau réfractaire dont le point de fusion est de 152 ° C.


Le matériau est résistant aux attaques chimiques, aux radiations accrues et à l’hydrolyse. Il présente une résistance élevée et une résistance à la fatigue sous contrainte alternée, comparables à celles des matériaux alliés. L’adhérence et la viscosité élevées entre les couches, ainsi que la résistance, la rigidité et le faible coefficient de frottement permettent d’utiliser le plastique pour la fabrication de pièces fonctionnelles dans divers domaines industriels.
L’ePEEK est considéré comme l’un des thermoplastiques d’ingénierie les plus efficaces et est largement utilisé dans l’aérospatiale, l’armée, le pétrole et le gaz, l’automobile et la construction mécanique, l’énergie nucléaire, les équipements médicaux, les semi-conducteurs électroniques, etc.
Spécifications
| Module de traction | 3500 Mpa |
| Résistance à la traction | 100 Mpa |
| Résistance à la flexion | 170 Mpa |
| Module d’élasticité | 3500 MPa |
| Résistance au choc selon Izod | 7 kJ / m2 |
| La température de fusion | 380 – 410 ° C |
| L’indice de fusion | 10 (380 ° C / 5kg) |
| La densité | 1.3 g / cm, cube |
| L’épaisseur minimale de la paroi | 1 mm |
| La précision d’impression | ± 3% |
| Rétrécissement dans la fabrication des produits | un %. |
| Absorption d’humidité | 0.4% |
| Point de ramollissement | 152 ° C |
Paramètres d’impression : Température d’extrusion 360-410 ° C. Température de la table 120-180 ° C. Le flux d’air est indésirable.
Basique, élastique
Les polyuréthanes sont différents. Certains peuvent être très souples, ressemblant un peu au silicone, tandis que d’autres sont très durs, comme le SBS.
Qu’est-ce qui est intéressant dans les polyuréthanes thermoplastiques ? Ce sont des élastomères présentant une excellente adhérence entre les couches, une résistance aux intempéries et une grande résistance à l’usure. Les élastomères typiques sont divers caoutchoucs et caoutchoucs.

Cependant, l’impression avec des filaments élastiques de type “caoutchouc” nécessite une modification de l’équipement de base ou l’utilisation d’un équipement spécialisé. Au moins une extrudeuse directe adaptée de haute qualité.
Il faut comprendre que les matériaux ayant un coefficient d’allongement élevé sont difficiles à contrôler dans les mouvements mécaniques. En raison de sa sensibilité aux charges, un tel filament est difficile à presser fermement contre l’engrenage d’entraînement et en même temps à éviter de glisser ou de mordre, c’est-à-dire que la force de pression du rouleau de pincement à vide est limitée.
Il faut également un chemin de filament sans compromis depuis l’engrenage d’entraînement et de poussée jusqu’à la zone chaude de l’extrémité chaude, car dès que l’occasion se présente, le “fil de caoutchouc” s’efforce de se glisser dans tout espace ou trou libre. De nombreux systèmes d’impression flexibles spécialisés utilisent une extrudeuse avec deux engrenages d’entraînement synchronisés pour pousser en toute confiance le filament Flex.
Souvent, le TPE, le TPU et d’autres filaments aux caractéristiques physico-chimiques similaires sont définis par les fabricants sous le groupe Flexible.
TPE
(élastomères de polyester thermoplastique)
Les élastomères thermoplastiques (TPE) sont des matières premières. Le TPE n’est pas une unité unique, comme le silicone, mais se compose de tout un groupe de polymères. Le TPE ne nécessite pas de vulcanisation, il a une faible densité (doux au toucher), il est élastique, ductile et a une grande résistance à la traction.

Résistant à la déformation et aux diverses influences environnementales (température et humidité). Néanmoins, la déformation élastique du TPE se transforme assez rapidement en plastique irréversible, et le TPU reprend complètement sa taille.
eLastique-plastique ESUN
ESUN eLastic est un matériau flexible, solide et résilient similaire au silicone. La structure TPE assure une grande élasticité du produit fini. Le matériau est résistant aux basses températures.


Convient à l’impression d’articles souples et doux. Utilisé pour la fabrication d’articles de tous les jours, chaussures, couvertures, boutons, masques, décorations, etc.
Il est préférable d’imprimer à faible vitesse, environ 15-30 mm / s, afin que la barre ne soit pas “mâchée” par le mécanisme d’alimentation. Recommandé pour les imprimantes à alimentation directe. L’impression sur table froide est possible.
Spécifications
| Allongement à la rupture | 420% |
| La résistance à la traction | 32 MPa |
| La température de fusion | 210 – 230 ° C |
| Densité | 1.14 g / cm3 |
TPU
(TPE uréthane)
Le TPU est un matériau moderne haute température d’un groupe de polymères, le polyuréthane thermoplastique. Il s’agit d’un matériau qui combine la résistance du plastique et la flexibilité du silicone, fabriqué à base de polyesters – les liaisons uréthanes relient les éléments organiques. L’élasticité des produits imprimés est la principale propriété qui détermine l’utilisation de ce plastique.
eTPU-95A Esun
Plastique élastique avec un coefficient d’élasticité élevé, qui réduit considérablement la vitesse de déformation du matériau. Il présente une résistance élevée à l’humidité et à l’hydrolyse, de sorte que les produits fabriqués à partir de ce matériau peuvent être exposés à l’eau en toute sécurité.

L’eTPU-95A d’Esun se caractérise par sa grande solidité, sa durabilité et sa résistance aux UV, ce qui le rend adapté aux modèles fonctionnels. En outre, le plastique est très transparent. Les produits finis ont une surface agréable au toucher.

Les principaux domaines d’application comprennent la fabrication de pièces automobiles, d’appareils ménagers, de fournitures médicales, de semelles, de boîtiers de smartphones, de bracelets et d’autres produits nécessitant une flexibilité et une résistance élevées.
Spécifications
| La température de fusion | 210 – 240 ° C |
| L’indice de fusion | 8.4 g / 10 min (190 ° C / 2.16 kg) |
| Densité | 1.43 g / cm3 |
| Température recommandée pour le coussin chauffant | 0 ° C |
L’eTPU-95A est compatible avec presque toutes les imprimantes 3D car elle ne nécessite pas de table chauffante. Son prix est supérieur à la moyenne.
Filiale
Le principal objectif de ces filaments est le support. Leurs propriétés physiques et chimiques, ainsi que les conditions de température de l’impression sont différentes de celles du matériau de base du produit, ce qui facilite la séparation du “bon grain de l’ivraie” après sa réalisation, que ce soit mécaniquement ou chimiquement. En d’autres termes, après l’impression, ces filaments peuvent être dissous dans divers liquides.

Un autre rôle des matériaux auxiliaires est devenu récemment la fabrication de modèles d’objets qui, à l’avenir, devront être incarnés à partir d’un autre matériau par moulage. Nous parlons ici des fils à brûler, ou plus exactement des fils à cire perdue, pour l’impression 3D. En règle générale, ils sont créés à base de cire ou d’autres ingrédients à basse température.

Et une finalité tout à fait inhabituelle des filaments auxiliaires était la tâche technique de nettoyage et d’assainissement des zones chaudes des extrudeuses et du parcours du filament. L’ancienne méthode consistant à chauffer le filament dans la zone chaude de l’extrudeuse, à le refroidir ensuite et à le retirer brusquement de l’extrudeuse avec les saletés et les bouchons était reconnue par les experts comme barbare. En retour, ils en ont inventé une autre. A propos de lui ci-dessous.
Soluble (Soluble)
HIPS
(Polystyrène à haut impact, polystyrène à haut impact)
Le polystyrène à haute résistance aux chocs (HPS) – un copolymère de styrène et de caoutchouc butadiène – est largement utilisé dans l’industrie pour la production de boîtiers d’appareils électroniques, de divers produits ménagers, de matériaux de construction, de vaisselle jetable, de jouets, d’instruments médicaux, etc.
Depuis son adoption généralisée au début des années 1950, ce plastique est devenu l’un des polymères les plus populaires au monde en raison de son faible coût et de toutes sortes de combinaisons avec d’autres plastiques et élastomères.
Il est généralement admis que le polystyrène est apparu récemment dans l’impression 3D, mais ce n’est pas vrai, car l’un des copolymères populaires du polystyrène est le plastique ABS.
Le HIPS appartient à la catégorie des polymères thermoplastiques. Lors de sa production, du polybutadiène est ajouté à la principale matière première à base de polystyrène, grâce à quoi le filament acquiert l’élasticité du caoutchouc avec des propriétés de haute résistance.

Le matériau HIPS est opaque, dur, rigide, résistant aux chocs, au gel et aux températures extrêmes. Il se dissout dans le limonène, un solvant naturel extrait des agrumes, et peut donc être utilisé pour créer des structures de support qui ne doivent pas être retirées mécaniquement.
L’avantage du HIPS par rapport au plastique ABS réside dans ses excellentes propriétés d’isolation électrique, tandis que le HIPS présente des caractéristiques très similaires à celles de l’ABS en termes de résistance aux chocs et de rigidité. Le HIPS, comme l’ABS, est très facile à imprimer, mais il faut tenir compte du rétrécissement.
Les produits fabriqués en HIPS peuvent être poncés, apprêtés et peints dans n’importe quelle couleur. Cependant, malgré certaines similitudes avec les propriétés de l’ABS, le HIPS en est encore très différent.
Comparé au PVA comme matériau de support, le HIPS est moins cher, ne réagit pas à l’humidité et à l’eau. En cas d’utilisation avec l’ABS, il convient de s’assurer que le fabricant de ce dernier n’a pas ajouté trop de polystyrène à sa composition (le point de fusion de cet ABS impur est plus bas), sinon la pièce se dissoudra avec les supports dans le limonène.

Le HIPS peut contenir une petite quantité de monomère de styrène résiduel. Le styrène est hautement toxique et peut être libéré sous forme de vapeur lorsque le HIPS est chauffé. Nous vous recommandons d’imprimer dans un endroit bien ventilé.
Les produits HIPS ont une large plage de température de fonctionnement allant de -40 à + 70 ° С. L’impression avec le matériau HIPS est très similaire à l’impression avec le plastique ABS.
HIPS Spécifications *
| Température d’extrusion | 230-240 ° C |
| Résistance à la flexion | 33 Mpa |
| Résistance à la traction | 62 Mpa |
| Module de flexion | 2280 MPa |
| Allongement à la rupture | 65% |
| Rétrécissement au refroidissement | 0.8% |
| Densité du matériau | Environ 1,05 g / cm³ |
Température de la buse 220-240 ° C. La température de la table de travail est d’environ 80-100 ° C.
* Les spécifications réelles peuvent varier selon le fabricant
PVA
(alcool polyvinylique, alcool polyvinylique)
Deux types de matériaux peuvent se cacher sous l’abréviation PVA (PVA) : l’acétate de polyvinyle (PolyvinylAcetate, PVAc) et l’alcool polyvinylique (PolyvinylAlcohol, PVAl). D’après la formule chimique, ils sont assez similaires, sauf qu’il n’y a pas de groupes acétate dans l’alcool polyvinylique, et leurs propriétés coïncident également – à bien des égards, mais pas à tous. Malheureusement, les vendeurs se contentent souvent de mentionner le PVA sans faire de distinction.
Le PVA est produit à partir de diverses matières premières, notamment le gaz éthylène (libéré lors du mûrissement de certains fruits et légumes), l’alcool éthylique (le même que l’alcool de boisson) et les produits pétroliers, mais dans tous les cas, il n’est pas toxique sous sa forme finie et ne présente aucun risque pour la santé.
L’alcool polyvinylique PVAl nécessite une température de fonctionnement d’environ 180-200 ° C, son augmentation supplémentaire n’est pas souhaitable – la pyrolyse (décomposition thermique) peut commencer. En outre, le matériau est très hygroscopique, il absorbe activement l’humidité de l’air, ce qui crée des problèmes lors du stockage et de l’impression, surtout si le diamètre du filament est de 1,75 mm.
Il est recommandé de stocker le plastique PVA dans un emballage sous vide et, si nécessaire, de le sécher avant utilisation. En général, il faut 6 à 8 heures pour que les bobines standard sèchent à 60-80 °C. Si la température de séchage est dépassée, le plastique se dégrade.

À faible taux d’humidité, le plastique a une résistance élevée à la traction. Avec une humidité croissante, la résistance diminue, mais l’élasticité augmente. La température d’extrusion est de 160-175 ° C. Il n’est pas souhaitable d’augmenter la température d’impression.
Caractéristiques générales du matériau : biodégradable, soluble dans l’eau à température ambiante, non toxique, ne provoque pas d’irritation de la peau. Le PVA, lorsqu’il est imprimé en tant que support, est compatible avec de nombreux filaments, tandis qu’il se sépare facilement du matériau de base lorsqu’il refroidit, et le chauffage de l’eau à 60 ° C accélérera considérablement sa dissolution.
Température d’impression recommandée 170-190 ° C
Caractéristiques physiques et mécaniques du plastique PVA :
| Densité, g / cm3 | 1.25 – 1.36 |
| Point de fusion, ° С | 190 – 200 |
| Point d’écoulement, ° С | 45 – 55 |
| Chaleur spécifique, J / K | 0,4 |
| Viscosité, mPa | 22.0 – 30.0 |
| Degré de polymérisation | 1680 – 1880 |
| Masse moléculaire | 73900 – 82700 |
ePVA +
Plastique PVA amélioré développé par eSun.
Avec des propriétés similaires à celles du PVA, l’ePVA + présente plusieurs avantages. Ce matériau se dissout deux fois plus vite que le PVA dans l’eau. L’ePVA + est moins sensible à l’hygroscopicité et permet donc une impression plus stable.

Unfortunately, it has a very high cost. But if applied rationally, then the material is simply irreplaceable to obtain flat overhanging areas.
Spécifications:
| Densité du matériau | 1.14 g / cm3 |
| Résistance à la traction | 26 MPa |
| Allongement à la rupture | 190% |
Paramètres d’impression : Température de la buse 190-210 ° C Température de la table 60-80 ° C
Coulable
PolyCast
La société PolyMaker est largement connue des amateurs et professionnels de l’impression 3D FDM pour ses résines et plastiques de haute qualité.
PolyCast est un matériau d’impression 3D de haute technologie à très faible teneur en cendres. Idéal pour la conscience des modèles maîtres, il simplifie grandement le processus de moulage. Dans la production du filament, les technologies Layer-Free sont utilisées, ce qui permet de rendre la surface du modèle imprimé lisse, sans rugosité, pour laquelle des vapeurs d’alcool éthylique sont utilisées.

Le filament est très pratique et peut être imprimé sur pratiquement toutes les imprimantes 3D qui maintiennent une température de buse de 190˚C – 220˚C.

PolyCast n’absorbe pas l’humidité et a une très faible teneur en cendres, c’est-à-dire qu’après la combustion du plastique, il ne reste pratiquement pas de cendres, ce qui permet de couler des modèles de haute qualité.
Après l’impression, le modèle peut être traité en plus avec de la vapeur d’alcool éthylique pour réduire la stratification des surfaces. L’utilisation de ce filament permet de réduire le temps et le coût du moulage des modèles, tant dans le processus de production que dans le travail amateur. En raison de ses paramètres techniques, il est bien adapté à la fabrication de formes complexes. Le plastique tolère parfaitement le stockage à long terme.
L’enroulement de haute qualité du filament sur la bobine assure une alimentation en douceur dans la presse.
L’utilisation de la technologie Ash-Free dans la production de ce fil permet d’obtenir une teneur en cendres exceptionnellement faible, c’est-à-dire que lors de la cuisson, le filament se consume parfaitement de manière uniforme, sans résidu, ce qui garantit que le modèle coulé fini est exempt de défauts.
Spécifications
| Construire la surface du tampon Tak | Yes |
| Résistance à l’impact | 9.6 ± 0.9 kJ / m2 |
| Type de matériau | Castable |
| Densité du fil | 1.1 (g / cm3 @ 21.5˚C) |
| Couleur | Natural |
| Allongement à la rupture | 5.8 ± 0.9% |
| Résistance à la traction | 37.5 ± 1.7 MPa |
| Résistance à la flexion | 60.2 ± 1.6 MPa |
| Module d’élasticité | 1745 ± 151MPa |
| Indice de fusion | 6.6 – 6.7 g / 10 min (260 ℃ 1.2 kg) |
| Température de transition vitreuse | 70 ˚C |
| Point de ramollissement | 67 ˚C |
Température d’impression 190˚C – 220˚C. La température recommandée pour le chauffage du site est de 25˚C – 70˚C. Vitesse d’impression recommandée 40mm / s – 60mm / s
Nettoyage
Filament de nettoyage pour imprimante
En 2014, eSun a introduit un filament inhabituel. Ce plastique à base de nylon spécialement développé est destiné à éliminer les dépôts de carbone, les anciens résidus de filaments et autres corps étrangers de la zone chaude de l’extrudeuse et du chemin du filament. La composition de la barre est inconnue, du moins l’entreprise n’en dit rien. Seule la densité du fil est connue, qui est de 0,95 g / cm 3

L’application est assez simple, chauffer l’extrudeuse à 150 – 220 (max – 260C) degrés, insérer le filament et attendre qu’il sorte par la buse avec les restes de saleté et de plastique durci.
Le matériel est fourni dans un écheveau de 1,75 mm et pesant 100 g.
Specialized, decorative
On peut parler sans fin des filaments décoratifs. Si l’on prend la grande variété de thermoplastiques développés, mis au point et déjà obsolètes avec diverses sortes de charges et de clarifiants, et que l’on multiplie par le nombre de fabricants, puis par le nombre de noms de filaments souvent similaires, alors le nombre peut sortir avec trois zéros ou plus à la fin. Nous ne pourrons pas tous les décrire, nous laisserons donc la possibilité de faire des expériences futures, et nous nous concentrerons sur les plus populaires et les plus demandés aujourd’hui.
Fluorescent ou luminescent
Ces plastiques brillent dans le noir. Il est vrai que pour cela, ils doivent être à la lumière pendant un certain temps au préalable – pour se recharger. Pour le plus grand plaisir des enfants et comme moyen de contrôle et de sécurité. Après tout, vous pouvez en imprimer non seulement des jouets amusants, des bracelets, des “oreilles”, des porte-clés et des “boombox”, mais aussi des colliers pour chats et chiens, des réflecteurs, des panneaux de restriction et d’autres dispositifs utiles qui vous indiqueront le chemin dans l’obscurité ou vous sauveront des collisions.

Il convient de noter qu’il existe deux types de filaments “lumineux”. Le fluorescent, qui a besoin d’accumuler de l’énergie lumineuse pour briller dans le noir, et le luminescent, qui ne présente ses propriétés lumineuses que sous l’effet des rayons ultraviolets. Dans ce dernier cas, dans des conditions d’éclairage normales, la gamme de couleurs est préservée, tandis que dans le premier cas, elle n’apparaît que dans l’obscurité.
LUMIFLEX vert
Thermoplastiques semblables à du caoutchouc, à base de caoutchouc styrène-butadiène.
Produit par Filamentarno, ce filament contient un phosphore et peut briller longtemps dans l’obscurité après avoir été sous la lumière du jour ou la lumière artificielle. À la lumière, la couleur du plastique se rapproche d’un blanc laiteux, d’une nuance blanchâtre. Son schéma de couleurs n’apparaît que dans l’obscurité, après avoir été sous une lampe UV.

Les caractéristiques distinctives de cette série de polymères avec des caractéristiques similaires – il n’absorbe pas l’humidité et ne nécessite pas de séchage avant l’impression, a une excellente adhérence entre les couches et est parfaitement fixé sur le bureau. Il convient également de noter la possibilité d’une impression rapide (100mm / s et plus), disponible traitement post-impression de la pièce avec solvant, xylène ou limonène avec coloration supplémentaire.
Spécifications
| Résistance à la chaleur (min / max) | -80 ° C / + 80 ° C |
| Dureté Shore A | 60 |
Paramètres d’impression recommandés. Buse 240-255 ° C. Table 0-60 ° C. Modèle soufflant 0-100%. Vitesse d’impression jusqu’à 160 mm / s. Retrait 0-1 mm. Débit plastique (Flow) 105-115%. Min. diamètre de la buse de 0,4 mm. Min. hauteur de la couche 0,2 mm
FDplast “L’épée du Jedi” (en anglais)
(Polylactide)
FDplast, un fabricant russe de filaments pour l’impression FDM, a présenté pour la première fois le plastique PLA luminescent Jedi Sword en 2016. Depuis, ce “plastique lumineux” est très populaire, notamment à l’approche des fêtes, et constitue l’un des matériaux les plus spectaculaires pour l’impression 3D. Il contient un phosphore – un pigment qui assure la luminosité dans l’obscurité.

Cette tige est non toxique, non radioactive et totalement sans danger pour l’homme. Sa base PLA garantit une impression sans problème sur un équipement sain, aux paramètres recommandés par le fabricant.
Spécifications
| Densité | 1.25 g / cm³ |
| Chaud. Produits | 55 ° C |
Paramètres d’impression recommandés. Buse 190 – 225 ° C. Table 40 ° C. Vitesse d’impression 25-40 mm / s.
Texturé:
Soie, “bois”, argile et céramique, marbre,
pierre, sable, métal
“Bois”
LAYWOO-D 3 (Laywood)
En 2012, l’inventeur Kai Party a mis au point un filament FDM qui peut être imprimé en bois sur les imprimantes 3D RepRap. Depuis lors, ce plastique décoratif original fait l’objet d’une demande constante de la part d’un grand nombre de fabricants de loisirs créatifs.
Laywood est un composite bois-polymère (également appelé WPC) composé de 40 % de particules de bois recyclées et d’un liant en résine sûr, et les objets imprimés en 3D ont un aspect étonnamment réaliste – ils ont même des “anneaux annuels” que l’on peut voir sur n’importe quelle bûche.

Ce matériau présente une stabilité thermique similaire à celle du PLA et peut être imprimé à des températures d’extrusion comprises entre 175 °C et 245 °C. Après l’impression, le produit ressemble à du bois et a même une odeur correspondante – il sent la sciure fraîche. Et si vous faites varier la température de l’extrémité chaude d’une couche à l’autre, vous pouvez obtenir l’effet de la présence d’anneaux annuels dans la texture. Par exemple, à 180 ° C, les couches auront une teinte plus claire, et à 245 ° C, elles deviendront plus foncées.
Le bois lamellé-collé n’est pas toxique, ce qui permet d’utiliser les produits fabriqués à partir de ce bois comme souvenirs, produits de décoration, de restauration et de jeu. Le traitement ultérieur des modèles finis est également le même que celui du bois ordinaire – ils peuvent être sciés, percés, coupés, poncés et peints.
Outre les avantages susmentionnés, Laywood présente un retrait presque nul. Cependant, afin d’éviter de boucher le bout chaud, il n’est pas recommandé d’utiliser de petits diamètres de buse – 0,6-0,8 mm ou plus sont tout à fait appropriés.
Pour le collage des pièces, il est possible d’utiliser des colles à bois ou d’utiliser des composés adaptés au PLA.
L’épaisseur de la barre de base est de 3 mm. Il existe une version de la norme 1.75mm
Laywoo-D3 est produit par la société allemande RepRap GmbH sous la licence de l’inventeur Kai Parthy, similaire à tous égards des plastiques, mais sous différentes marques sont fabriqués et vendus par de nombreuses entreprises dans le monde entier.
Attention ! Pour les températures d’impression supérieures à 235-245 ° C, il est recommandé d’utiliser uniquement des extrudeuses avec une barrière thermique entièrement métallique. Augmenter la vitesse d’impression et réduire le nombre de rétractions.
Table 50-60 ° C ou sans chauffage. Buse 175-245 ° C (gamme recommandée 185-230 ° C)
Bois eSun
Toutes les caractéristiques comme le filament précédent, mais d’un fabricant bien connu.
La couleur du plastique dans la bobine est marron. Fourni avec des fils de 3 et 1,75 mm de diamètre.

Spécifications
| Densité, g / cm³ | 0.6-0.8 |
| Température de déformation, ° С | 45 |
| Résistance à la traction, MPa | 67 |
| Allongement à la rupture, %. | 4 |
| Résistance à la flexion, MPa | 111 |
| Module de flexion, MPa | 4323 |
| Résistance au choc selon Izod (ISO180), kJ / m2 | 5.9 |
| Indice de fluidité, g / 10 min | 15 (190 ° C / 2.16 kg) |
Température d’extrusion 190-220 ° C. Température de chauffage de la table 0/60 ° С.
Vitesse d’alimentation du filament 30-60 mm / s
“Sable”
Laybrick
Laybrick est un autre développement de Kai Parthy, le créateur du célèbre bois composite Laywoo-D3.

Il a réussi à créer une imitation de grès très naturelle. Tout comme le Laywoo-D3, ce matériau est très simple et ne nécessite pas de températures d’extrusion élevées ni de chauffage de la plate-forme. Le retrait de Laybrick est également minime, ce qui évite les déformations lors du refroidissement. De la craie broyée est utilisée comme matière de remplissage.
Une qualité intéressante de Laybrick est le changement de texture à différentes températures d’impression. La plage de température pour l’impression peut être de 45 degrés, de 165 ° C à 210 ° C.
Des surfaces de plus en plus lisses du modèle sont obtenues aux basses températures de 165 ° C à 195 ° C, et lorsqu’elles sont portées aux valeurs maximales possibles, elles deviennent plus texturées, acquérant une similitude visuelle avec le grès naturel. L’utilisation d’un changement dynamique couche par couche des températures d’impression permettra d’obtenir des effets inhabituels avec des transitions de surfaces lisses à des surfaces plus rugueuses.
Lors de l’impression dans des conditions de température élevée, il est recommandé d’utiliser un flux d’air. La laybrick durcit assez longtemps, vous pouvez donc retirer le modèle de la table au plus tôt deux ou trois heures après l’impression. Le temps de refroidissement varie en fonction de la température d’impression.

Laybrick est idéal pour les petites formes sculpturales, les souvenirs, les aménagements paysagers et les projets architecturaux.
Les produits imprimés sont faciles à usiner et à décorer. La peinture adhère très bien à ce matériau. Il contient des matériaux minéraux naturels (craie et copolyester). Les produits Laybrick résistent à des températures allant jusqu’à 70 °C. Le matériau est non toxique et ne présente aucun risque pour la santé. Fourni avec des fils de 3 mm et 1,75 mm de diamètre.
Nous recommandons d’imprimer en couches de 0,1 à 0,4 mm. Il n’est pas nécessaire de chauffer la table. Buse 165-210 ° C
Attention. Il faut faire attention lors de la manipulation des consommables en raison de la grande fragilité du fil.
PRO CERAMO-TEX (blanc)
Série CERAMO-TEX PRO plastique à base de SAN de Filamentarno ! Il s’agit peut-être d’une barre tout à fait inhabituelle du point de vue de ses propriétés, qui n’a pas d’analogues sur le marché ! La surface imprimée à partir de ce polymère présente une texture naturelle stable et uniforme qui masque les défauts d’impression. Dans la plupart des cas, les impressions de CERAMO-TEX n’ont pas besoin d’être traitées.

N’absorbe pas l’humidité pendant le stockage. Excellente adhérence de l’impression entre les couches et rétrécissement minimal. Facile à poncer. Convient à l’impression de produits finis qui ne nécessitent pas de post-traitement, y compris les produits de grande taille.

Lors de l’impression à haute température (240-250C), avec une quantité réduite de plastique, vous pouvez obtenir des produits beaucoup plus légers que l’eau (jusqu’à 0,55 g / cm3), même avec un remplissage à 100 %. Ces propriétés des produits finaux sont obtenues grâce au fait que le plastique CERAMO-TEX mousse lorsqu’il est chauffé dans la partie chaude de l’extrudeuse.
Résistance à la chaleur des produits en plastique CERAMO-TEX jusqu’à 102 ° С.
Paramètres d’impression recommandés. Buse 230-260 ° C. Table 90-110 ° C. Modèle de débit d’air 0-20%. Vitesse d’impression jusqu’à 100 mm / s. Retrait : 1-3 mm (direct) ; 3-5 mm (bowden).
Alimentation en plastique (Flow) 50-80%. Diamètre minimal de la buse à partir de 0,25 mm. Hauteur de couche minimale 0,15 mm Résistance à la température (min / max) jusqu’à + 102 ° С.
“Marbre”
En 2015, Spеtrum Filament est une marque polonaise qui, peut-être, a été l’une des premières à proposer aux admirateurs des technologies additives une grande variété de filaments intéressants. Elle a récemment pu surprendre tout le monde en sortant un matériau totalement unique. Il est fabriqué à base de PLA.

Les “consommables” portant le nom de “composite antique” ont fait beaucoup de bruit parmi les amateurs de petites formes sculpturales il y a quelques années. Pourtant, ils ont la possibilité d’obtenir des produits qui, extérieurement, ne se distinguent pas de certains types de cette noble pierre sans avoir recours à des procédures complexes de post-traitement.

Cependant, la présence d’additifs grossiers a tendance à imposer des limites à la taille des buses, à la vitesse d’impression et aux réglages du débit.
eMarble Esun
Le plastique eMarble d’Esun est un nouveau matériau de conception à base de PLA pour l’impression 3D. Il est compatible avec toutes les imprimantes FDM et les stylos 3D car il ne nécessite pas de table chauffante. Les produits finis ont une belle texture de marbre.

En outre, le filament présente les meilleures propriétés du PLA : bonne résistance, faible rétrécissement et facilité d’impression. eMarble est fabriqué à partir de matières végétales organiques, est biodégradable et pratiquement inodore.

Parfait pour réaliser des souvenirs, des figurines, des objets de décoration avec une surface imitant le marbre.
Spécifications
| Allongement à la rupture | 6% |
| Type de matériau | PLA |
| Résistance à la traction | 53 Mpa |
| Résistance à la traction | 60 Mpa |
| Densité | 1.24 g / cm3 |
| Point de ramollissement | 67 ° C |
La température recommandée pour le chauffage de la plate-forme est de 0 / 60-80 ° C. Température de la buse 190-220 ° C.
“Métal”
En fonction de leur composition, les plastiques décoratifs “comme du métal” sont divisés en deux groupes.
Le premier est celui des plastiques auxquels on a ajouté de la poudre métallique. Ces plastiques imitent très bien le métal en termes de poids et d’apparence, mais nécessitent généralement un traitement ultérieur et un polissage après l’impression. En raison de la grande fluidité de ces plastiques, il peut être difficile de trouver les bons réglages pour une impression réussie. En outre, la présence de minuscules particules métalliques a un impact négatif sur la durabilité des pièces imprimées.
Le deuxième groupe présente une ressemblance extérieure avec le métal grâce à des pigments adaptés à la couleur et à l’éclat métalliques. Ils sont plus légers que les représentants du premier groupe, mais ne nécessitent pas de post-traitement et s’impriment sans problème.
Bronze eSun
Il convient de noter que Shenzhen ESun Industrial Co. Ltd a été fondée en 2002 et a été active dans la recherche, le développement et la production industrielle de polymères biodégradables tels que le PLA et le PCL.
Depuis 2007, eSun développe avec succès la production de consommables pour les dispositifs de fabrication additive, notamment pour l’impression FDM : PLA de base, ABS et spécifiques – HIPS, PETG, PVA, matériaux à base de nylon, polycarbonate et bien d’autres. Elle possède des filiales en Europe et aux États-Unis.

ESun a fondé le PKU-HUST, l’Institut de recherche de Shenzhen et Hong Kong et le Centre de recherche sur les matériaux biologiques à haut poids moléculaire d’eSun. Ces organismes coopèrent activement avec l’université de Pékin et l’université de Wuhan. Les résultats de leurs recherches sont reconnus non seulement en Chine, mais aussi dans d’autres pays.
Le plastique décoratif Bronze de la société chinoise eSun est créé à base de PLA, appartient au deuxième type de filaments décoratifs et présente une teinte rappelant le bronze.

Le meilleur est qu’une fois imprimé, il ne nécessite aucun traitement ultérieur ! Il n’est pas nécessaire de le polir ou de le poncer. Le produit est immédiatement prêt à être utilisé. Il faut toutefois garder à l’esprit que le matériau est très fluide et que des affaissements sont possibles pour les stores. Sinon, aucun réglage d’impression n’est nécessaire.

Ce matériau n’est pas bon marché – une livre coûte plus de 2 000 roubles. Si vous essayez de poncer ce thermoplastique, l’effet du bronze métallique est perdu. La caractéristique la plus attrayante de ce filament est peut-être son poids – il est très proche des paramètres naturels. Par conséquent, les bustes et les petites formes sculpturales de sa performance seront très convaincants.
Spécifications
| Allongement à la rupture | 16% |
| Résistance à la traction | 66 MPa |
| Résistance à la flexion | 106 MPa |
| Module d’élasticité | 4442 MPa |
| Résistance au choc selon Izod | 4 kJ / m2 |
| La température de fusion | 180 – 210 ℃ |
| L’indice de fusion | 62 g / 10 min (190 ° C / 2.16 kg) |
| Température de chauffage du site | 25-70 ℃ |
| Densité | 1.27 g / cm3 |
| Point de ramollissement | 50 ° C |
Température recommandée pour le coussin chauffant 0 / 60-80 ° C
La température recommandée de la buse est de 200 ℃, la température de la table est de 60 ℃.
eCopper
Le plastique décoratif est un composé à base de PLA rempli des plus petites particules de cuivre. C’est peut-être pour cela que la barre est très fragile, mais avec des courbures pas trop fortes, elle garde sa forme comme un fil. A une teinte qui rappelle le vieux cuivre frotté (à ne pas confondre avec le laiton).

Il pèse beaucoup plus lourd que le PLA ordinaire. Et si vous faites une petite coupe, mais vous pouvez remarquer des taches de métal sur les reflets, donc pour donner au produit l’aspect du métal naturel, il faut le poncer légèrement avec une brosse métallique fine, et il est préférable de le polir. Ensuite, il jouera vraiment dans la lumière.

L’impression ne pose pas de problèmes particuliers, aucune surprise n’a été constatée. Et grâce à la charge, le rétrécissement de ce PLA modifié est tout à fait minime. eCopper, très probablement, intéressera les fabricants de porte-clés et de produits réalistes stylisés “comme du métal” avec un traitement supplémentaire ultérieur par abrasifs. Le coût d’une bobine de plastique s’approche du coût du vrai cuivre – plus de 4000 par 1 kg.

Spécifications
| Résistance à la traction | 40 MPa |
| Résistance à la flexion | 64 MPa |
| Module d’élasticité | 4954 MPa |
| Résistance au choc selon Izod | 4 kJ / m2 |
| La température de fusion | 200 – 220 ℃ |
| L’indice de fusion | 20 g / 10 min (190 ° C / 2,16 kg) |
| Température de chauffage du site | 25-70 ℃ |
| Densité | 2,46 g / cm cube |
| Point de ramollissement | 52 |
La température recommandée pour le chauffage de la plate-forme est de 0 / 60-80 ° C. Température de la buse – 210, table – 50.
eAfill ESUN
De nombreux cosplayers, sans imitateurs de pièces métalliques, ne pourront jamais construire une copie exacte du costume de leur héros préféré.

Bien sûr, vous pouvez vous armer d’un apprêt, de papier de verre et de pots de peinture, en ayant préparé un masque à gaz à l’avance, mais il existe une solution plus élégante. Il s’agit d’un plastique auquel on a ajouté de la poudre d’aluminium métallique provenant du principal fabricant de filaments pour l’impression 3D FDM, la société chinoise eSun.

Le nom original eAfill a une couleur grisâtre et mate sans polissage. Cependant, si vous grattez le fil, vous pouvez immédiatement voir le reflet familier du métal dans l’éclat.
L’eAfill est plus lourde que les résines ABS ou PLA correspondantes, mais elle est légèrement plus légère que le cuivre eCopper. Et cela est compréhensible. La gravité spécifique de l’aluminium est presque trois fois inférieure à celle du cuivre.


Les paramètres pour imprimer des pièces sur une photo en plastique eALfill sont les suivants : température de la buse – 210 ; température de la table – 50 (vous pouvez ne pas chauffer du tout), couche de travail 0,18 mm.
Pour “ouvrir” le remplissage de la barre, la pièce après impression doit être légèrement polie avec une brosse métallique fine ou un papier de verre de taille moyenne.
Après le polissage, on obtient un bel éclat métallique léger.
Les plastiques chargés de métal sont, bien entendu, destinés à un usage purement décoratif. Certains utilisateurs pensent à tort que la poudre de métal peut ajouter de la résistance à la pièce finie, mais ce n’est pas le cas.
L’impression du plastique est très simple : il n’y a pas de surprises ni de longs ajustements lorsque l’équipement fonctionne correctement.
Ce filament est idéal pour imprimer des porte-clés personnalisés et un aspect métallique réaliste. En réalité, il n’est pas toujours possible de peindre le plastique de manière belle et réaliste. Et les moulages avec des poudres métalliques ne se justifient généralement qu’avec un grand tirage.

De plus, la peinture a la désagréable propriété de s’user ou de s’écailler avec le temps (surtout s’il s’agit d’un petit porte-clés qui s’accroche aux clés ou au sac à dos), et les frottements et les rayures ne font que donner à un porte-clés fabriqué dans un tel plastique un aspect plus vintage.
Spécifications techniques
| Résistance à la traction | 45 MPa |
| Allongement à la rupture | 5% |
| Résistance à la flexion | 74 MPa |
| Module d’élasticité | 4885 MPa |
| Résistance au choc selon Izod | 4 kJ / m2 |
| La température de fusion | 200 – 220 ℃ |
| L’indice de fusion | 8 g / 10 min (190 ° C / 2,16 kg) |
| Densité | 1,48 g / cm3 |
| Le point de ramollissement | 52 ° C |
E-steel ESUN
Représentant inhabituel d’un groupe de conception spécialisé dans les plastiques 3D avec un contenu de poudre métallique d’acier. Utilisé pour les œuvres d’art afin de simuler l’éclat métallique et la sensation tactile d’une surface métallique.
Biodégradable (hors additifs), faible rétrécissement. Possède une belle texture métallique en surface. Pour créer un effet métallique, polir avec une brosse métallique après l’impression. La durabilité n’est pas son point fort.
L’acier E d’ESUN, comme le Bronze, est intéressant pour les applications décoratives. Il peut s’agir de prototypes d’accessoires métalliques. Par exemple, des répliques artistiques d’ustensiles en cuivre, bronze et aluminium, de petites sculptures, des finitions ressemblant à du métal, des objets décoratifs, des jouets avec un éclat métallique, et d’autres objets et prototypes de pièces métalliques.
Caractéristiques d’impression : Il est recommandé d’imprimer sur des imprimantes avec une table chauffante pour une meilleure adhérence du modèle. La buse doit être nettoyée périodiquement. Le nombre de rétractions doit être limité.
Spécifications
| Allongement à la rupture | 5% |
| Couleur | Silver |
| Résistance à la traction | 45 MPa |
| Résistance à la flexion | 63 MPa |
| Module d’élasticité | 4452 Mpa |
| Résistance au choc selon Izod | 5 kJ / m2 |
| Indice de fusion | 14 g / 10 min (190 ° C / 2,16 kg) |
| Densité | 2,46 g / cm cube |
| Point de ramollissement | 52 ° C |
Point de fusion 200 – 220 ℃
Température de la plate-forme chauffante 25-70 ° C
Température recommandée pour le coussin chauffant 0 / 60-80 ° C
Conditionnement et stockage
Tous les plastiques imprimés en 3D se présentent sous forme de filament, généralement d’une épaisseur de 2,85 mm ou 1,75 mm, en écheveaux ou en bobines. Ils sont emballés dans des sacs scellés avec un gel de silicate à l’intérieur pour absorber l’excès d’humidité.


ESUN eBox est un séchoir à plastique intelligent. Son but est de maintenir la température programmée, de sécher et de protéger le plastique de la poussière et de l’humidité. Mais en plus de cela, elle sait peser la bobine et montrer combien de grammes de plastique il vous reste.
Des appareils spéciaux pour le séchage des plastiques sont disponibles dans le commerce. Dans la pratique, de nombreuses personnes font sécher le filament dans un four ménager et, en hiver, elles utilisent une batterie de chauffage central comme élément chauffant. Quelqu’un a adapté des dispositifs de séchage des fruits à ces fins, et quelqu’un a développé et construit sa propre conception à partir de pièces improvisées.

Wanhao BOX-2 est une boîte “soignante” pour votre filament avec 4 canaux d’alimentation en plastique. Sur le côté, il y a un hydromètre, une balance, un séchage, une minuterie et un “rétroéclairage intelligent” avec un écran tactile informatif. Boîtier métallique fiable et résistant au feu. Il peut accueillir une bobine jusqu’à 3 kg.
Toutefois, il convient de noter que les bonnes conditions de stockage permettent de réaliser des économies importantes, surtout si vous imprimez fréquemment avec des plastiques coûteux. Ce n’est un secret pour personne que le filament prend de l’humidité avec le temps, se dégrade et devient impropre à une impression de haute qualité. C’est bien si vous avez remarqué les bulles d’air malencontreuses dues à l’humidité bouillante lors de l’impression des premières couches. Et c’est très choquant quand, après de nombreuses heures de travail, il s’avère soudain que l’adhérence a commencé à disparaître, et que l’extrusion tend vers zéro. Comme vous le savez, l’avare paie deux fois. Achetez un appareil spécialisé dans le stockage et la préparation des plastiques pour l’impression et vous pouvez être sûr que l’un des nombreux paramètres nécessaires à une impression réussie est certainement respecté. En outre, un tel appareil intelligent vous aidera à déterminer facilement le poids restant du filament et à décider rapidement s’il est nécessaire de l’acheter et si ses résidus sont suffisants pour imprimer la pièce dont vous avez besoin. Faites attention àESUN eBox , Wanhao Box2 , Polymaker Polybox II .

Polymaker Polybox II ™ est un autre dispositif de stockage de filament d’impression 3D conçu pour fournir un environnement optimal. PolyBox ™ est compatible avec toutes les imprimantes 3D et peut contenir deux bobines de 1 kg ou une bobine de 3 kg.
* * *
L’industrie des matériaux d’impression additive prend de l’ampleur. De nouveaux matériaux aux propriétés inhabituelles et spéciales apparaissent chaque année sur le marché. Il convient de noter que de grands groupes chimiques tels que l’allemand BASF, le japonais Mitsubishi Chemical, l’américain DuPont et d’autres ont participé au développement de nouveaux matériaux pour l’impression 3D. Cela suggère tout d’abord que ces entreprises considèrent que le marché de l’impression 3D est prometteur et qu’elles sont prêtes à investir des fonds et des efforts dans le développement de nouveaux matériaux et l’amélioration des matériaux existants pour l’impression 3D. À l’aube de son existence, les utilisateurs d’imprimantes 3D étaient considérablement limités dans le choix des matériaux disponibles. Aujourd’hui, la gamme présentée est beaucoup plus large, et les capacités de l’équipement lui-même à travailler avec des matériaux tels que le PEEK haute température, qui sont difficiles à imprimer en 3D, ont augmenté. Cependant, on ne peut pas dire que les matériaux existants satisfont pleinement la demande des utilisateurs, et répondent également à toutes les tâches que les acheteurs fixent pour les équipements 3D. Dans cet article, nous n’avons pas abordé le sujet des développements prometteurs des matériaux pour l’impression 3D, qui sont déjà connus aujourd’hui ou qui sont au stade des tests ou des essais, mais nous nous sommes concentrés sur les matériaux qui sont déjà disponibles sur le marché et qui sont largement utilisés par les utilisateurs du monde entier. À l’avenir, nous prévoyons de publier une revue séparée sur les nouveaux produits du marché de l’impression 3D FDM de bureau et de parler des diverses innovations dans ce domaine. Dans cet article, nous n’avons pas abordé le sujet des développements prometteurs des matériaux pour l’impression 3D, qui sont déjà connus aujourd’hui ou qui sont au stade des tests ou des essais, mais nous nous sommes concentrés sur les matériaux qui sont déjà disponibles sur le marché et sont largement utilisés par les utilisateurs du monde entier. À l’avenir, nous prévoyons de publier une revue séparée sur les nouveaux produits du marché de l’impression 3D FDM de bureau et de parler des diverses innovations dans ce domaine. Dans cet article, nous n’avons pas abordé le sujet des développements prometteurs des matériaux pour l’impression 3D, qui sont déjà connus aujourd’hui ou qui sont au stade des tests ou des essais, mais nous nous sommes concentrés sur les matériaux qui sont déjà disponibles sur le marché et sont largement utilisés par les utilisateurs du monde entier. À l’avenir, nous prévoyons de publier une revue distincte sur les nouveaux produits du marché de l’impression 3D FDM de bureau et de parler des diverses innovations dans ce domaine.