

L’Anycubic 4Max Pro est-il bon ? Devriez-vous l’acheter ? Lisez notre avis sur l’Anycubic 4Max Pro pour connaître les caractéristiques, les spécifications et les performances de cette imprimante 3D économique.
[su_note note_color=”#f0ec3b” text_color=”#565556″]Bien qu’il soit toujours disponible à la vente, l’Anycubic 4Max Pro a été abandonné par le fabricant et est devenu le 4Max Pro 2.0. Consultez notre article sur l’Anycubic 4Max Pro 2.0 pour plus d’informations.[/su_note]
Vous envisagez d’acquérir l’imprimante 3D Anycubic 4Max Pro ? Avant de le faire, lisez cette critique.
Malgré son nom, la 4MAX est déjà connue de nombreux fabricants. Par conséquent, il serait exagéré d’appeler cette imprimante sa version Pro.
Dans l’ensemble, l’imprimante 3D 4Max Pro est entièrement nouvelle, à l’exception de la cinématique Makerbot et de quelques détails de la version précédente.
ACHETER SUR ANYCUBIC | TOP3DSHOP
L’imprimante a une surface d’impression de 270 x 205 x 205 millimètres.
Parmi les autres caractéristiques de l’imprimante figurent un écran tactile, un capteur de fin de filament, la reprise de l’impression après une coupure de courant, une brosse pour nettoyer la buse du plastique adhérent, un système de filtration de l’air, une chambre thermique passive et un arrêt automatique après l’impression.
Contrairement à son prédécesseur, la 4Max Pro est livrée entièrement assemblée. Par conséquent, il vous suffit de la déballer, de retirer les attaches et les butées d’expédition, de visser le capteur de fin de filament à l’arrière à l’aide de deux boulons, d’accrocher le support en plastique au même endroit, de remplir le plastique et d’envoyer votre première impression.
Caractéristiques de l’Aycubic 4Max Pro
Spécifications générales
[su_table responsive=”yes”]
| Technologie | FDM |
| Taille de la construction | 270 × 205 × 205mm |
| Résolution des couches | 0,05-0,3 mm |
| Précision du positionnement | (X/Y/Z) 0.01/0.0125/0.00125mm |
| Quantité d’extrudeuses | Simple |
| Diamètre de la buse | 0,4mm |
| Diamètre du filament | 1,75mm |
| Vitesse d’impression | 20~80mm/s |
| Matériaux | PLA, ABS, TPU, HIPS, Exotics |
[/su_table]
Température
[su_table responsive=”yes”]
| Max. Température de l’extrudeuse | 260°C |
| Max. Température du lit d’impression | 100°C |
[/su_table]
Logiciel
[su_table responsive=”yes”]
| Logiciel Slicer | Cura, Smplify3D, Repetier-HOST |
| Formats d’entrée du logiciel | .STL, .OBJ, JPG, PNG |
| Formats de sortie du logiciel | GCode |
| Connectivité | Carte SD, USB |
[/su_table]
Électricité
[su_table responsive=”yes”]
| Taux d’entrée | 110V/220V AC, 50/60Hz |
[/su_table]
Dimensions physiques et poids
[su_table responsive=”yes”]
| Dimensions de l’imprimante | 454 × 466 × 410mm |
| Taille de l’emballage | 552 × 496 × 535mm |
| Poids net | ~22.5kg |
[/su_table]
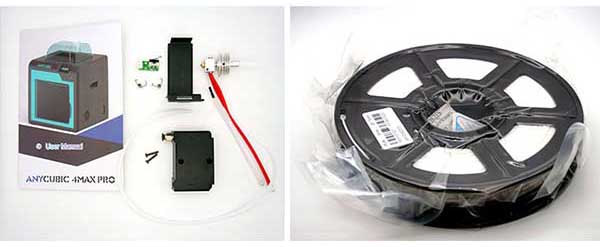
Qu’y a-t-il dans la boîte ?
L’imprimante est livrée avec tout ce dont vous avez besoin, et même un peu plus. Dans la boîte, vous trouverez les éléments suivants :
- Imprimante 3D 4Max Pro
- Tous les outils nécessaires au montage et à l’utilisation
- Une clé USB avec un lecteur de cartes
- Un câble USB pour la connexion à un ordinateur
- Des cutters latéraux
- Une spatule large et aiguisée
- Une pince à épiler
- Des gants en caoutchouc
- Une bobine de plastique PLA de 0,5 kg
- Tendeurs de courroie
- Un interrupteur de fin de course de rechange
- Un assemblage d’extrémité chaude avec buse, chauffage et thermistance
- Un manuel d’utilisation

Accessoires dans la boîte de l’Anycubic 4Max Pro
Sur le côté gauche, on trouve un port pour connecter un câble USB, un emplacement pour carte SD et une poignée de transport.

Sur la droite se trouve une deuxième poignée de transport, un connecteur pour le cordon d’alimentation avec un bouton marche/arrêt, et un évent pour le refroidissement de l’alimentation.
À l’arrière, on trouve un capteur de fin de filament et un porte-bobine vissé lors de l’assemblage.

À l’avant de l’imprimante, on trouve une porte en plastique maintenue en place par deux aimants, un écran tactile incliné et un bouton d’alimentation.
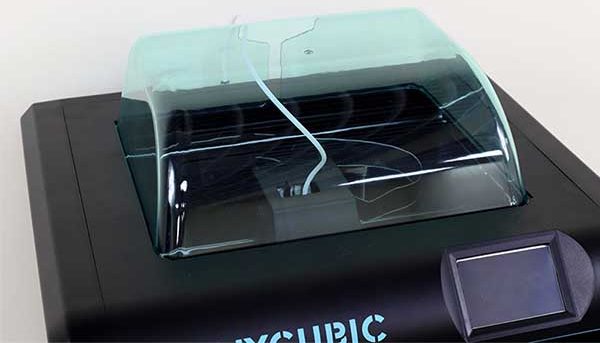
Sur le dessus, vous pouvez fermer l’ouverture avec un couvercle spécial en plastique transparent. En fermant l’ouverture, vous pourrez imprimer sans problème des filaments qui nécessitent une chambre thermique. L’ouverture a été faite dans le couvercle pour un tube de guidage en téflon.
À l’intérieur de l’imprimante se trouvent l’alimentation électrique à gauche et le filtre à air à droite, dans le coin.

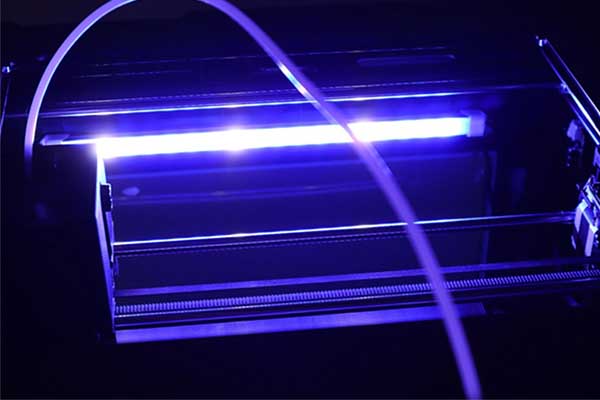
Il y a également un rétroéclairage bleu à l’intérieur.
Si les rétroéclairages sont intéressants pour vous permettre de suivre l’évolution de vos impressions, la lumière bleue ne fonctionne pas vraiment bien. Nous aurions préféré une lumière jaune ou blanche.
Regardons de plus près l’imprimante 3D 4Max Pro.
La 4Max Pro conserve la cinématique Makerbot, tout comme son prédécesseur, la 4Max. Bien que la cinématique ne soit pas la plus rapide, elle est simple et fiable.
Chaque moteur est responsable de son propre axe, ce qui est important pour vous aider à détecter la cause de tout problème d’impression.

L’axe X déplace le chariot de l’extrudeuse de gauche à droite sur des roulements linéaires le long de deux arbres de 8 mm. Le chariot est entraîné par la courroie GT2 par un moteur monté à gauche, et se déplace avec l’ensemble de l’axe X.

L’axe Y se déplace d’avant en arrière, possède 2 roulements linéaires de chaque côté et deux arbres de 8 mm synchronisés par deux courroies d’entraînement GT2 à gauche et à droite. L’un des arbres est entraîné par un moteur NEMA17 situé sur la paroi arrière par l’intermédiaire d’une autre courroie.

Enfin, l’axe Z est une table qui monte et descend sur deux arbres de 12mm avec de gros roulements linéaires. L’axe est entraîné par un moteur caché dans le fond du boîtier à travers un guide de vis de 8mm avec une douille à ressort en laiton.

La table est en porte-à-faux, c’est-à-dire d’un seul côté. Cela simplifie la conception, mais présente aussi quelques inconvénients. Par exemple, le côté non fixé peut légèrement osciller.
Le cadre de la table semble fiable. Toutefois, l’ampleur de ces oscillations et leur incidence sur la qualité d’impression ne peuvent être connues qu’après l’envoi d’un travail d’impression.

La table chauffante de 24 volts se compose d’une plaque d’aluminium sur laquelle est installé le verre Ultrabase d’Anycubic. Ce verre présente une surface spéciale à micropores.
Les pièces adhèrent bien à la table chauffée. Lorsque la table refroidit, les pièces se détachent facilement.

Il y a une petite brosse à gauche de la table. La brosse est destinée à nettoyer la buse du plastique collé ou coulé avant l’impression.
La 4MAX Pro est équipée d’une extrudeuse directe, c’est-à-dire d’un moteur avec un mécanisme d’alimentation qui est monté directement sur la tête d’impression. Le tube en téflon sert uniquement de guide pour le plastique depuis le capteur d’extrémité du filament jusqu’à l’extrudeuse.
Le mécanisme d’alimentation est à engrenage, ce qui augmente le couple et améliore la précision de l’alimentation en plastique.

Hotend
L’unité de chauffage est similaire à celle de la E3D V6, la même que sur l’Anycubic i3 Mega. Le radiateur n’est pas très grand. On verra lors des tests dans quelle mesure le radiateur isole bien la zone chaude de la zone froide.

Le radiateur est refroidi par un ventilateur à volute 5015. Le tube en téflon part de l’alimentateur et traverse le radiateur et la barrière thermique jusqu’à la buse. La pièce est également refroidie par un ventilateur en volute 5015 avec un guide d’air imprimé sur un côté.
L’ensemble de l’extrudeuse est caché dans un boîtier en plastique et ressemble beaucoup aux extrudeuses de certaines imprimantes Flashforge. Tous les composants sont connectés en interne au tableau de distribution. Il y a également une boucle entre l’extrudeuse et le tableau de commande.
Il est difficile de dire à quel point l’extrudeuse est fiable et combien de temps elle durera. Cependant, vous devez faire attention à ne pas l’endommager accidentellement.

Le 4Max Pro est doté d’un écran tactile de 3,5 pouces situé dans la partie supérieure de la lunette. L’écran est pratique à utiliser, réactif, et tous les éléments sont suffisamment grands pour ne pas être manqués par les doigts.
Nous n’avons pas rencontré de fausses alarmes en utilisant l’écran tactile.

En termes de fonctionnalité, l’écran tactile de la 4Max Pro n’a rien de spécial. Sur la page principale, la température actuelle de l’extrudeuse et de la table sont affichées. En dessous d’eux se trouvent trois grands boutons.

Imprimer, c’est choisir un fichier à imprimer et le lancer.
Dans le menu de configuration, vous trouverez les options suivantes : Sélection de la langue, réglage de la température, arrêt du moteur, vitesse d’impression et d’alimentation, écran d’état et sourdine.

Dans le menu Outils, vous trouverez : Stationnement de l’axe, Mouvement manuel de l’axe, Préchauffage pour ABS et PLA, Désactiver le chauffage, Réinitialiser les paramètres, Charger / Décharger le filament, Aide, Description, et Activer / Désactiver le rétro-éclairage.

Pendant l’impression, toutes les informations nécessaires s’affichent à l’écran. Vous pouvez également cocher la case Arrêt automatique en haut de l’écran. Une fois l’impression terminée, l’imprimante se met automatiquement hors tension.

En général, l’écran est bon. Il contient tout ce dont vous avez besoin.
Cependant, il ne contient pas de réglages fins (accélérations, secousses, pas par millimètre des moteurs). Si vous en avez besoin, vous devez les configurer en envoyant des commandes via une connexion USB.
Pour accéder à l’intérieur de l’imprimante, vous devez dévisser 8 boulons par le bas. 4 d’entre eux sont cachés sous les pieds collés.
Le couvercle inférieur est amovible, et toute l’électronique est cachée dessous.

Le cerveau du 4Max Pro est la carte de commande Trigorilla, qui comporte des pilotes de moteurs pas à pas amovibles. Sur les axes X et Y – TMC2208, sur les autres – A4988.
Il y a également trois moteurs pas à pas A4988 installés. Cependant, il n’y a pas de moteur pour l’un d’entre eux.
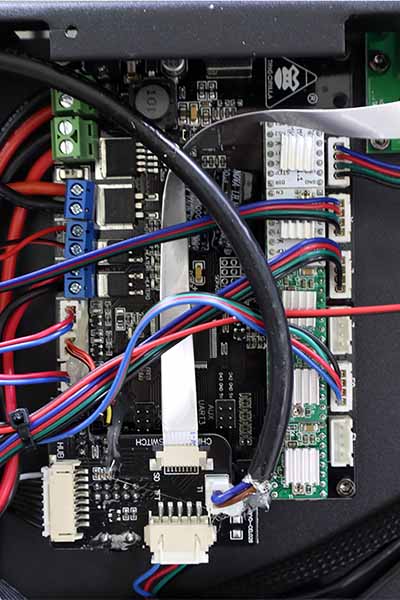
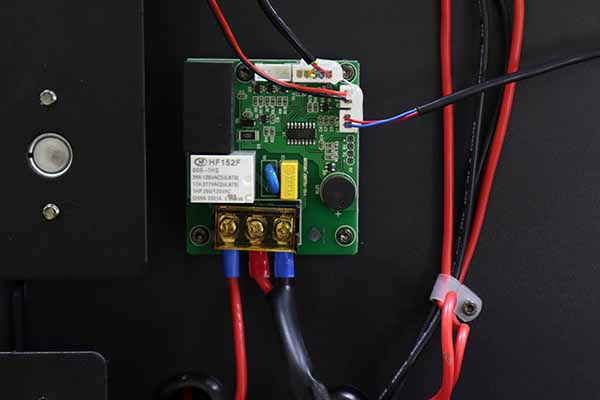
Le module de lecture de cartes SD, la carte de distribution de la boucle d’extrusion et le module de relais peuvent tous être retirés.
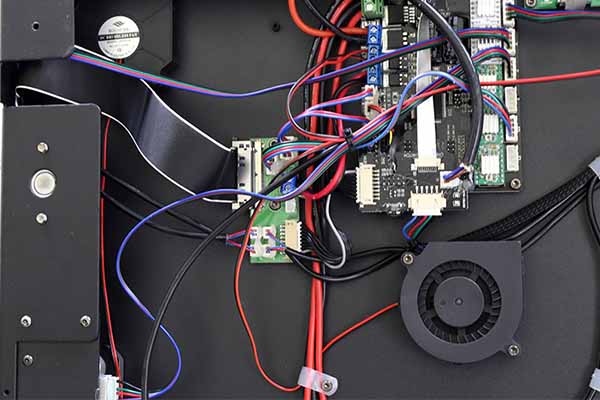
En ce qui concerne le refroidissement, il y a quelques questions auxquelles il faut répondre.
Par exemple, d’un côté, la carte est soufflée par un ventilateur à turbine, avec un flux d’air parallèle à la carte. Il est peu probable que le flux d’air soit suffisant pour refroidir l’ensemble de la carte et des pilotes.
D’autre part, un ventilateur souffle sur la carte, ce qui aspire l’air chaud de la chambre thermique.
C’est une conception étrange.
Anycubic suggère d’utiliser une ancienne version de Cura comme slicer. Mais il est bien sûr préférable d’installer et de configurer immédiatement la dernière version de Cura. La version mise à jour a beaucoup plus de paramètres et elle trace des chemins de mouvement beaucoup plus optimaux lors de l’impression.
Pour que l’imprimante essuie la buse sur le pinceau avant l’impression, vous pouvez utiliser plusieurs commandes du fichier gcode qui se trouve sur la clé USB et les ajouter au gcode de départ du slicer.
G1 X-3 Y40
G1 X-3 Y10
G1 X-3 Y40
G1 X-3 Y10
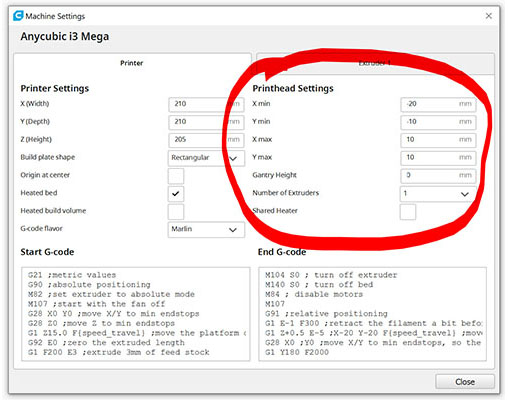
Ces commandes font en sorte que la buse fasse deux fois le tour de la brosse avant d’imprimer.
Qualité d’impression Anycubic 4Max Pro
Passons maintenant à des exemples d’impression.
Au cours des premières étapes du test de la 4Max Pro, nous avons rencontré quelques obstacles. Les premiers tests ont montré que l’imprimante avait des problèmes avec les rétractations.
Nous avons essayé différents paramètres, notamment en rétractant la longueur de 2 à 6 mm et en augmentant la vitesse de 20 à 50 mm / s. Cependant, rien n’y a fait. Il est devenu évident que le problème ne résidait pas dans les paramètres, mais dans le bloc chauffant lui-même.
Nous avons donc décidé de démonter et de vérifier le bloc chauffant.
Pour démonter le bloc chauffant, il faut dévisser 4 boulons, retirer le couvercle en plastique, déconnecter le chauffage et la thermistance du tableau de distribution, dévisser le boulon qui maintient le radiateur un peu en avant, et dévisser deux autres boulons pour retirer l’unité avec le moteur et les ventilateurs. Sinon, il ne sera pas possible de retirer les fils du hotend.
Après avoir retiré le hotend, nous nous sommes rendu compte que le tube en téflon, qui devrait aller directement du feeder à la buse, est plus court qu’il ne devrait l’être. De plus, le tube en téflon n’est pas coupé droit du côté de la buse.
Naturellement, lors des rétractions, le tube a commencé à se déplacer à l’intérieur du bout chaud et un bouchon s’est formé entre lui et la buse. Pour remédier à ce problème, nous avons pris un nouveau tube, l’avons coupé droit pour qu’il s’adapte parfaitement au mécanisme d’alimentation et à la buse, et avons réassemblé les pièces. Cela a résolu le problème des rétracteurs.
Ensuite, nous avons essayé d’imprimer un cube de calibrage avec une serrure à l’intérieur. Cependant, nous avons découvert que le flux d’air laisse également à désirer.
Malgré le fait que le cube était tourné par une pente complexe directement vers la sortie de soufflage, l’angle était très fortement courbé vers le haut. De plus, les coins de la lettre Y étaient courbés, ce qui s’est avéré être du côté opposé au soufflage.
Soufflage contrarié.
Voici un aperçu des paramètres que nous avons utilisés pour imprimer le Cube de Calibrage XYZ 20mm – Château
-
- Plastique : Raise3D PLA noir
- Couche : 0.2mm
- Vitesse : 50mm / s
- Température : 205/60
- Dimensions : 20 x 20 x 20mm

Comme l’imprimante est récente, il existe peu de modèles de flux d’air alternatifs sur Thingiverse que nous pourrions utiliser.
Nous avons essayé d’imprimer un modèle qui est presque le même que le stock, mais légèrement rogné en bas. Pour cette session, nous avons utilisé de l’ABS noir Esun.
Voici les paramètres que nous avons utilisés pour le conduit de ventilateur amélioré de Max pro
- Plastique : Esun ABS noir
- Couche : 0.2mm
- Vitesse : 50mm / s
- Température : 240/100
- Airflow : 50%
- Dimensions : 31.0×25.7×20.3mm

Bien que le nouveau flux d’air ne soit pas très différent de l’original, l’impression est meilleure. L’impression n’est pas parfaite, mais elle est parfaitement acceptable. Au moins du côté du ventilateur, les pentes ont commencé à se dérouler sans problème.
Nous avons imprimé BEN, le BENCHMARK flottant.
Pendant l’impression, nous avons soufflé les parties avant. Par conséquent, la partie avant s’est avérée correcte. Par contre, à l’arrière et sur les pentes, le plastique s’est un peu soulevé et des défauts sont apparus.
En général, le bateau a bien tourné, à l’exception des pentes arrière et d’un épaississement étrange à l’endroit où le pont a fini d’être imprimé. Le garde-corps, le volant, le tuyau et le cockpit ont été imprimés sans problème.
Voici les réglages que nous avons utilisés pour imprimer le BENCHMARK flottant
- Plastique : Raise3D PLA orange transparent
- Couche : 0.2mm
- Vitesse : 50mm / s
- Température : 205/60
- Dimensions : 35x60x50mm

Après avoir réussi à imprimer ce bateau flottant, nous avons décidé d’essayer d’imprimer quelque chose de plus compliqué : le Colisée.
Le Colisée est un modèle assez compliqué qui prend beaucoup de temps à imprimer. Le modèle comporte de nombreux petits éléments, des pentes et des petits ponts.
Pendant l’impression, des rétractions se produisent constamment, et un flux d’air normal est nécessaire. Ce modèle a donc été un excellent test pour l’Anycubic 4Max Pro.
L’impression finale s’est avérée excellente. Il n’y a presque aucun problème avec le modèle. Il n’y a pas de cordes, et tous les arcs, petits éléments, trous et ponts sont bien imprimés.
Il y a bien eu quelques petites imprécisions aux endroits où les arches étaient fermées, mais elles étaient négligeables. Le modèle a été très bien imprimé.
Voici les paramètres que nous avons utilisés pour imprimer le Colisée romain complètement détaillé Voir le Monde
- Plastique : Raise3D PLA orange transparent
- Couche : 0.12mm
- Vitesse : 60mm / s
- Température : 205/65
- Dimensions : 152.4х126.8х41.1mm

Pour l’expérience suivante, nous avons imprimé le modèle du Joker en utilisant du PETG.
La 4Max Pro n’a eu aucun problème avec le PETG d’Esun. Nous avons augmenté le modèle du Joker à 180 cm et l’avons imprimé avec des supports.
Le Joker s’est avéré très bon. Les surfaces sont assez lisses et régulières, et tous les détails ont été bien imprimés, y compris les cheveux. Il y avait quelques ficelles sur la tête, que nous avons facilement enlevées avec un couteau.
Voici les paramètres utilisés pour imprimer le buste du Jocker
- Plastique : Esun PETG Magenta
- Couche : 0.2mm
- Vitesse : 50mm / s
- Température : 240/85
- Dimensions : 97.2×76.1x180mm

La 4Max Pro est équipée d’une caméra thermique. Elle peut donc imprimer normalement avec des plastiques qui ont tendance à rétrécir, comme l’ABS ou le nylon. L’imprimante s’est accommodée de l’ABS sans aucun problème.
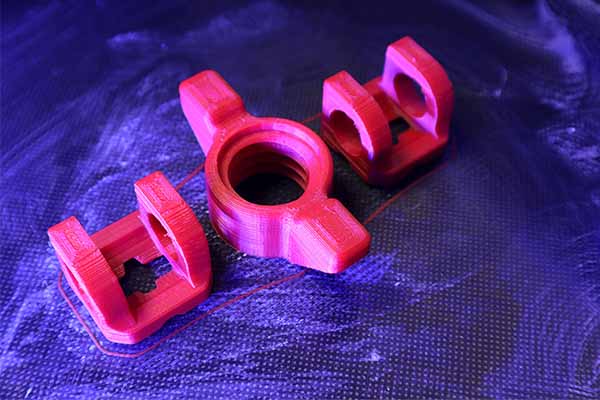
Nous avons imprimé une petite pince composée de plusieurs pièces, qui ont ensuite été assemblées en un mécanisme monobloc. Imprimé en plastique ABS Esun noir et rouge.
Nous n’avons pas utilisé de support (backing) ou d’appui.
Avant l’impression, nous avons appliqué de la colle à base de PVP sur la surface. Grâce à la chambre thermique, il est possible d’utiliser un flux d’air et de ne pas avoir à se soucier de la délamination et du rétrécissement. Nous avons mis le flux d’air à 50%.
Le serrage n’a pas été parfait. Cependant, elle était plutôt bonne. De plus, elle fonctionne correctement. Les détails ne se sont pas détachés pendant l’impression, les coins ne se sont pas pliés, rien ne s’est séparé.
La caméra thermique fonctionne même s’il y a un trou en haut.
Voici les paramètres que nous avons utilisés pour imprimer la pince TwistLock
- Plastique : Esun ABS noir / Esun ABS rouge vif
- Couche : 0.2mm
- Vitesse : 50mm / s
- Température : 240/100
- Airflow : 50%
- Dimensions : 130x90x27.5mm

Le nylon est un autre matériau qui est très exigeant en matière de température ambiante. Seuls de très petits modèles peuvent être imprimés avec du nylon sur une imprimante ouverte. Si vous voulez imprimer un modèle plus complexe ou plus grand, il est certain qu’il se déformera et que les coins commenceront à se plier.
Très souvent, les modèles en nylon ne sont pas du tout adaptés.
Nous avons essayé d’imprimer un mousqueton en nylon avec la 4Max Pro. Nous avons imprimé le modèle sur un radeau (support) pour améliorer l’adhérence. La table a été préalablement graissée avec du bâton de colle.
Le mousqueton a bien tourné. Rien ne s’est détaché ou plié. Le modèle avait quelques ficelles et à certains endroits de petits morceaux de plastique qui en provenaient. Mais tout cela a été facilement enlevé avec un couteau. Le radeau s’est également détaché facilement.
Voici les réglages utilisés pour imprimer le mousqueton
- Plastique : Esun ePA Natural (nylon)
- Couche : 0.2mm
- Vitesse : 50mm / s
- Température : 245/110
- Dimensions : 77.4×102.9×9.2mm

Nous avons également essayé d’imprimer du Flex-plastique avec l’Anycubic 4Max Pro. Ici, nous avons choisi le Ninjatek Cheetah.
Le Ninjatek Cheetah est 95 Shore A. Le matériau n’est pas très souple et assez facile à imprimer.
Malheureusement, nous n’avons pas réussi à obtenir une impression de haute qualité avec ce plastique sur le 4Max Pro. Nous avons changé la vitesse, la température, essayé avec des rétracteurs et sans eux.
Le premier modèle est un mini-portefeuille avec des compartiments pour cartes plastiques. Il a été imprimé jusqu’au bout, le filament ne s’est jamais coincé dans le feeder. Mais la qualité de la surface est médiocre.
Voici les paramètres que nous avons utilisés pour imprimer le TPU SLim Wallet
- Plastique : Ninjatek Cheetah blue
- Couche : 0.2mm
- Vitesse : 30mm / s
- Température : 235/80
- Dimensions : 9.7×69.3x99mm

Le deuxième modèle est un simple vase. Il a été imprimé pour s’assurer qu’il n’y avait pas trop de reports qui provoquaient la sous-extrusion du portefeuille. Le vase a été imprimé en mode spirale, c’est-à-dire qu’il n’a pas de transferts, de transitions entre les couches et de rétractions du tout. Du sol au sommet, le vase a été imprimé en une seule ligne continue en spirale.
Là encore, on peut voir que le plastique a été alimenté de manière inégale. La ligne s’amincit périodiquement. Mais là encore, le vase étant pré-imprimé, les couches se sont bien collées les unes aux autres. Il retient même presque l’eau, sauf à un endroit par lequel elle s’infiltre goutte à goutte.
Voici les réglages que nous avons utilisés pour le vase Spiral
- Plastique : Ninjatek Cheetah blue
- Couche : 0.2mm (mode vase / spirale)
- Vélocité : 30mm / s
- Température : 235/80
- Dimensions : 77.9×77.9x147mm

Conclusions sur la qualité d’impression
Commençons par les inconvénients.
L’un des inconvénients majeurs est le soufflage peu réussi de la zone d’impression ; dans le drain, il donnait des résultats insatisfaisants. Une simple mise à niveau a permis de résoudre le problème. Une solution assez étrange avec l’évacuation de l’air chaud directement vers la carte de contrôle.
Le tube en téflon de l’extrémité chaude est également trop court et mal coupé, c’est-à-dire qu’il est irrégulier. Ce problème est également soluble, mais il n’est même pas grave. Il est dommage qu’il n’ait pas été possible de faire imprimer la 4Max Pro normalement avec le flex. Nous aurions peut-être pu résoudre le problème en modifiant les paramètres d’impression.
Ce que nous avons aimé
L’imprimante s’est bien comportée. Elle est silencieuse, assez rapide et capable d’imprimer une gamme décente de plastiques, y compris PLA, PETG, ABS et Nylon.
Cependant, il n’est pas conseillé d’utiliser des plastiques à haute température sur la 4Max Pro avec un hot-end de série. En cas d’impression prolongée à plus de 250 degrés, le tube en téflon commence à brûler, tout en libérant des substances nocives.
Conclusion de la revue Anycubic 4Max Pro

La 4Max Pro est livrée entièrement assemblée et prête à être imprimée en quelques minutes. Elle dispose d’une zone d’impression assez large et d’une caméra thermique à part entière. Elle dispose également de fonctionnalités utiles et pratiques telles que le capteur de fin de filament, la récupération en cas de panne de courant, l’écran tactile, le filtre à air, l’arrêt automatique après l’impression, etc. La seule chose qui manque est une connexion Wifi ou LAN.
DISPONIBLE SUR ANYCUBIC | TOP3DSHOP
[su_spoiler title=”Application Categories” style=”glass-gold” icon=”caret-square”][/su_spoiler]
[su_spoiler title=”Brand Series” style=”glass-gold” icon=”caret-square”]Anycubic 4Max Pro : critique | Anycubic 4Max Pro 2 : critique [/su_spoiler]
[su_spoiler title=”Manufacturer’s Printers” style=”glass-gold” icon=”caret-square”] Revue de l’imprimante 3D Anycubic Vyper | Anycubic Mega Zero 2.0 : critique | Anycubic Mega Pro Critique | Anycubic i3 Mega Critique | Anycubic Mega X Critique | Anycubic Mega S Critique | Anycubic Mega Zero Critique | Anycubic Photon Mono X : critique | Anycubic Photon Ultra Critique | Anycubic Photon Zero Critique | Anycubic Photon S Critique | Revue de presse Anycubic Photon [/su_spoiler]