

La Photon S est-elle une imprimante 3D SLA fiable ? Lisez notre avis sur la Photon S d’Anycubic pour savoir à quoi vous attendre en termes de caractéristiques, de spécifications, de qualité d’impression et plus encore.
Nous avons récemment reçu l’imprimante en résine Anycubic Photon S pour la tester. Il s’agit d’une version mise à jour et améliorée de la très populaire imprimante Photon LCD.

Anycubic s’est depuis longtemps imposée comme une imprimante fiable, simple et peu coûteuse qui vaut son pesant d’or. La première Photon a été immensément populaire, non seulement en tant qu’imprimante domestique pour les bricoleurs et les passionnés, mais elle pouvait même effectuer des tâches professionnelles pour les bijoutiers ou les dentistes.
Tout comme son prédécesseur, la Photon S est livrée dans une petite boîte prête à fonctionner. Elle comprend des clés hexagonales, un petit tournevis, quelques boulons de rechange, des gants en caoutchouc, un masque, une clé USB, une spatule en plastique, des filtres à résine, un film FEP de rechange pour baignoire et une bouteille de 250 ml de résine verte Anycubic.

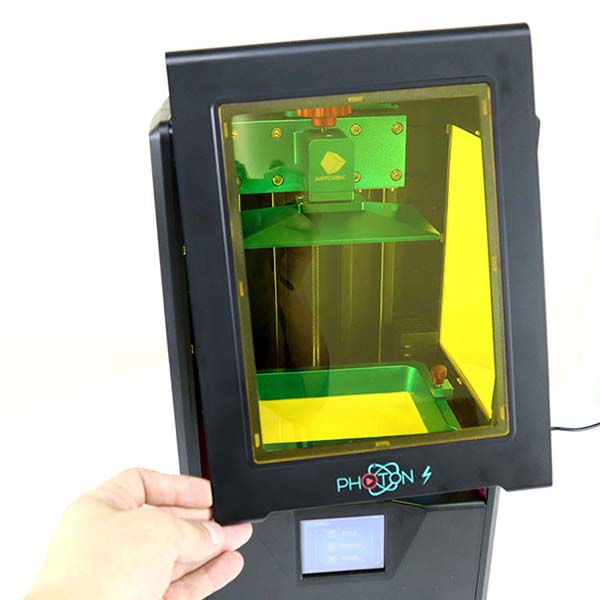
En sortant l’imprimante de la boîte, nous voyons immédiatement la première différence. La Photon S est fabriquée en plastique.

Amélioration douteuse, pour le Photon c’était métallique. Il semble que le plastique soit de haute qualité et agréable au toucher, mais il manque clairement de rigidité. L’imprimante semble trop légère et fragile. Le couvercle tremble généralement et il semble qu’avec un mouvement négligent, vous pouvez simplement le casser.
Bon, d’accord, vous ne devriez pas laisser tomber ou frapper l’imprimante dans tous les cas. Et si vous la manipulez avec soin, rien ne devrait se casser.
Les fenêtres de l’imprimante sont devenues plus grandes, c’est pratique, même si tout ce qui est nécessaire était visible auparavant.

La poignée a disparu à l’avant, le couvercle s’ouvre maintenant derrière le rebord du bas. Ce n’est ni mauvais ni bon, juste un peu différent.

Les poignées sur les côtés étaient également absentes. Apparemment, Anycubic a décidé que, puisque l’imprimante est devenue plus légère, vous pouvez la soulever sans poignées.

Tous les connecteurs et boutons sont restés en place. A l’arrière se trouve le connecteur pour brancher l’alimentation, ici c’est 12 volts 6 ampères. Sur la droite se trouve un bouton marche/arrêt et un port USB pour une clé USB.

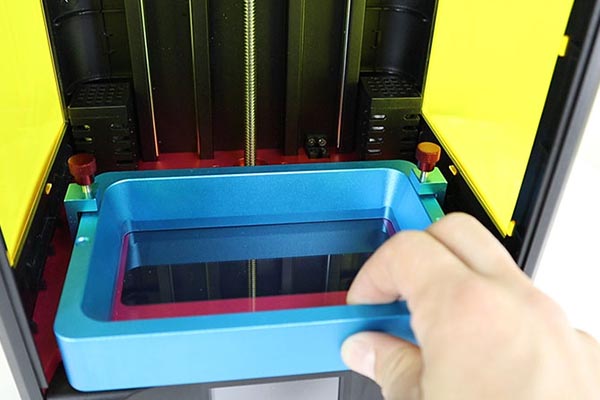
Le bain de résine n’a pas changé non plus. Il est fixé dans l’imprimante par deux vis.

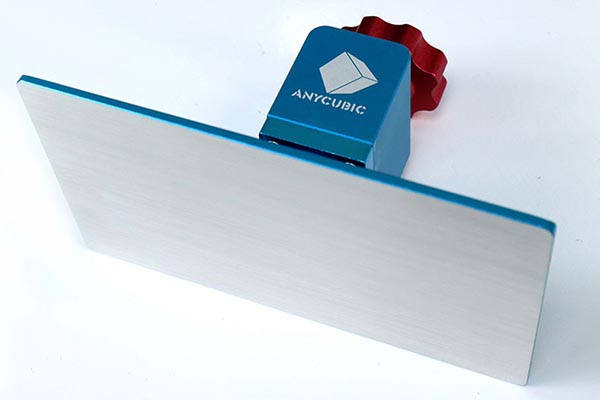
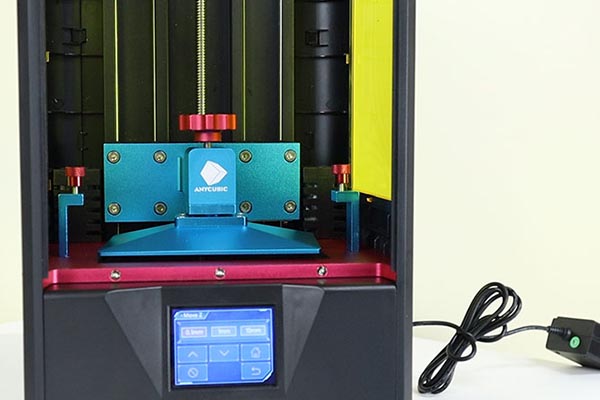
La plateforme d’impression a légèrement changé. La partie inférieure n’est désormais pas anodisée, et la surface est devenue un peu rugueuse, ce qui devrait améliorer l’adhésion des pièces à la plateforme.
La prochaine différence évidente est bien sûr les deux rails de l’axe Z sur les côtés de l’arbre hélicoïdal. Cette amélioration devrait permettre un mouvement Z plus stable et éviter d’éventuelles oscillations. Bien que tout fonctionnait très bien sur la première version.

Au même endroit, un deuxième filtre à air est apparu sur la paroi arrière. Ils sont maintenant des deux côtés et devraient mieux nettoyer l’air sortant de l’imprimante. Encore une fois, ce n’était pas un gros problème auparavant non plus.
Et le dernier changement évident est l’interface de l’écran tactile LCD qui a été légèrement modifié. Soit dit en passant, il fonctionne parfaitement. La réponse est bonne. Toutes les fonctionnalités nécessaires sont présentes.

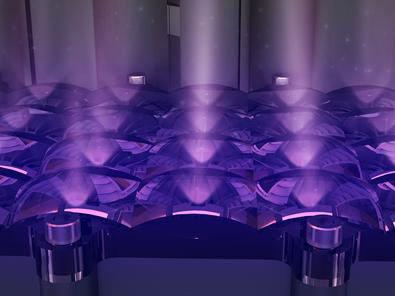
Parmi les changements peu évidents, mais très importants, il convient de noter le nouveau projecteur UV. Auparavant, il s’agissait d’un petit panneau avec 4 diodes. Maintenant, il s’agit d’une matrice complète de 28 diodes sur lesquelles sont installées des lentilles. La puissance du projecteur est passée de 40 à 50 watts. Cette amélioration devrait permettre une exposition plus uniforme de la résine et réduire légèrement le temps d’exposition.
La résolution de l’écran LCD reste la même, soit 2560 par 1440 pixels. L’écran lui-même est petit et la taille de chaque pixel n’est que de 47 micromètres.

La zone d’impression le long des axes X et Y n’a pas changé non plus, 115mm par 65mm. Mais l’axe Z a augmenté, et vous pouvez maintenant imprimer des modèles d’une hauteur de 165 mm au lieu de 155 mm sur la première Photon.

Pour commencer à imprimer, il suffit de calibrer la plate-forme d’impression. Cette opération s’effectue de la même manière que pour la première Photon et la plupart des imprimantes similaires. On dévisse les boulons qui maintiennent la baignoire et on la retire.
À l’aide de l’hexagone du kit ci-dessus, desserrez le boulon qui fixe la plate-forme pour qu’elle puisse bouger.

Ensuite, par le menu de l’imprimante, allez à Outils – Déplacement Z et appuyez sur le bouton d’accueil. L’axe descend jusqu’à la fin de course optique, qui se trouve en bas et s’arrête à quelques millimètres de l’écran LCD.
Nous plaçons un morceau de papier sur l’écran et abaissons prudemment la plate-forme, d’abord d’un millimètre, puis d’un dixième de millimètre. Jusqu’à ce que le morceau de papier entre la plate-forme et l’écran commence à bouger avec peu de résistance. Appuyez délicatement la plate-forme contre le morceau de papier et serrez le boulon de fixation.

Maintenant, vous devez retourner au menu Outils, et appuyer sur le bouton Z = 0.

À partir de ce moment, la plate-forme est parallèle à l’écran et l’imprimante sait à quelle hauteur se trouve son point zéro. L’étalonnage est terminé. Vous pouvez verser la résine et commencer à imprimer. N’oubliez pas de secouer la bouteille avant de le faire.

Anycubic propose son découpeur Photon WorkShop pour préparer les modèles à l’impression.
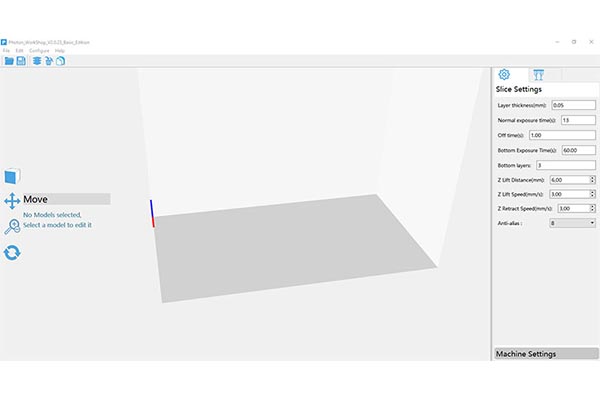
Je ne peux pas dire que ce soit une langue pratique et multifonctionnelle. Il n’y a que le strict nécessaire. Les paramètres d’impression et d’imprimante sont minimes, mais suffisants. La possibilité de créer des profils d’impression pour différentes résines et couches fait cruellement défaut. Vous devez les mémoriser ou les noter quelque part. Ce problème est partiellement résolu par le fait que les Photons sont très populaires et qu’il existe sur Internet des tableaux tout prêts contenant les paramètres d’impression pour différents types de résines.
https://docs.google.com/spreadsheets/d/1crvzMnt_8NJXAsABinoIhcOjE8l3h7s0L82Zlh1vkL8/edit#gid=0
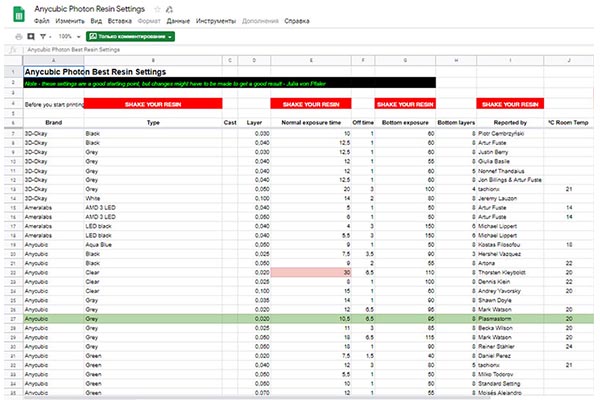
Ces tableaux sont, bien sûr, conçus pour la première version de l’imprimante, mais les paramètres conviennent à la Photon S comme valeurs de référence.
Si la résine requise ne figure pas dans le tableau, ou si vous souhaitez sélectionner les paramètres vous-même, le dernier firmware dispose d’un test de temps d’exposition très pratique, mais nous y reviendrons plus tard.
Il est intéressant de noter qu’il est possible d’utiliser l’anticrénelage. Cette fonction devrait lisser la surface du modèle, éliminant ainsi l’apparition de la pixellisation à l’écran. Nous essaierons également de vérifier cela lors de tests.
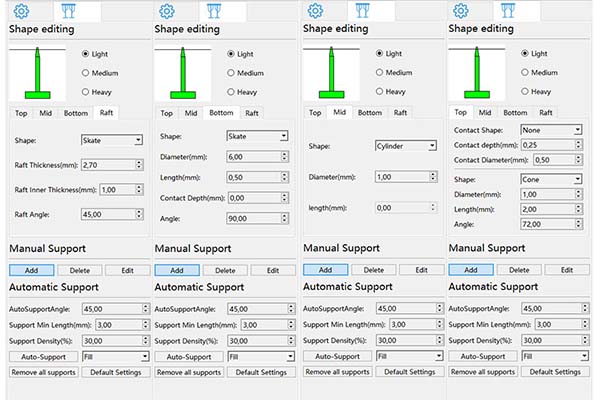
Les paramètres des supports sont flexibles, leur interface est très similaire à celle du trancheur de Chitubox. Vous pouvez modifier séparément les paramètres des différentes sections de supports : le radier, le bas, le milieu et le haut. Et vous avez le choix entre trois préréglages prêts à l’emploi : léger, moyen et lourd. En mode automatique, les supports sont mal placés, il est impératif de les vérifier et de les modifier manuellement.
En dernier recours, vous pouvez toujours préparer le modèle et arranger le support dans Chitubox, l’enregistrer en STL, et utiliser Photon Workshop uniquement pour découper le modèle en couches.
Avec le firmware d’usine, il était possible de découper des modèles directement dans Chitubox, il enregistre un fichier au format *.photons. Mais après l’installation du dernier firmware sur l’imprimante, l’imprimante ne voit plus ces fichiers, seulement les *.pws.
Pour la résine livrée avec l’imprimante, les paramètres définis par défaut dans le slicer conviennent. C’est à dire 60 secondes d’exposition pour les premières couches et 8 secondes pour toutes les autres.
Sans y réfléchir à deux fois, nous avons imprimé plusieurs modèles avec cette résine avec les paramètres standards de couche de 0,05mm. L’anneau du lion a été imprimé en premier. Elle a très bien fonctionné. Même si la résine est transparente, tous les détails sont très bien imprimés.


Puis ils ont imprimé une petite tour : Rook. Elle non plus n’a pas posé de problème. Elle ne fait que 24 mm de haut. Les surfaces sont lisses et régulières. Les marches et l’hélice d’ADN à l’intérieur ont été imprimées parfaitement. Pendant l’impression, ils ont fait une pause une fois, à cause de cela, une bande est apparue à 6 millimètres. Les lettres du haut sont un peu floues, mais en même temps elles sont lisibles à l’œil nu. En général, la tour s’est avérée très digne.

Ensuite, un petit test d’Ameralabs a été imprimé. Il s’agit d’une petite ville avec un tas d’éléments complexes de tailles et d’angles différents. Il n’y a pas de plaintes à son sujet non plus. Malgré sa taille (seulement 30x10x15 millimètres), sa complexité, la transparence de la résine (les résines transparentes sont très sensibles aux éclairages parasites), presque tous les plus petits éléments ont été imprimés. Quelques maisons n’ont pas de fenêtres visibles et il y a une petite bande horizontale sur la surface. Tout le reste est bon.

Un autre modèle complet en résine est le capitaine Mack Rhukta de Myminifactory. Il ne rentrait pas complètement sur la plateforme d’impression, nous avons donc dû le réduire à 70mm de hauteur. Il a été imprimé incliné vers l’arrière sur des supports légers placés dans le Chitubox. Les supports ont survécu, rien n’est tombé ou ne s’est cassé. Mais le capitaine s’est avéré pire que prévu. Les petits détails comme les sangles tressées et les cheveux sont malheureusement lissés. Le modèle s’est avéré être un peu flou. La superposition est assez visible sur une épaule. En outre, la surface s’est avérée brillante par endroits et mate par d’autres. Cela peut être dû aux plans assez larges des couches. L’imprimante a donc eu du mal à décoller le modèle du film de la baignoire. Sur une surface mate, de tels défauts ne seraient pas si perceptibles. Mais sur une résine brillante, qui, soit dit en passant,

Après cela, nous sommes passés à une autre résine – Monocure Gun Metal Gray.

La table de résine dont nous avons parlé précédemment en est équipée, mais nous avons décidé de tester le test du temps d’exposition sur celle-ci. Il s’agit d’une fonction très intéressante et utile qui devrait vous faire gagner beaucoup de temps sur le dimensionnement d’une nouvelle résine.
Veuillez noter que cette fonction ne fonctionne qu’avec les dernières versions du firmware et du slicer. L’installation d’un nouveau firmware sur votre imprimante n’est pas du tout difficile. Sur le site Web d’Anycubic, à partir de la page Photon S, vous devez télécharger l’archive. Elle contient deux fichiers avec l’extension *.bin. P_V est le firmware de l’imprimante elle-même et P_UI est le firmware du shell de l’écran. Pour tout installer, vous devez écrire ces fichiers sur une clé USB, il est souhaitable qu’il n’y ait rien d’autre à part eux. Insérez la clé USB dans l’imprimante, allez dans le menu Imprimer. Et lancez d’abord le fichier P_V sur “print” (au moment de notre test c’est P_V341.bin), attendez son installation.

Et après cela, exécutez également le fichier P_UI (au moment du test, P_UI_2_6.bin).

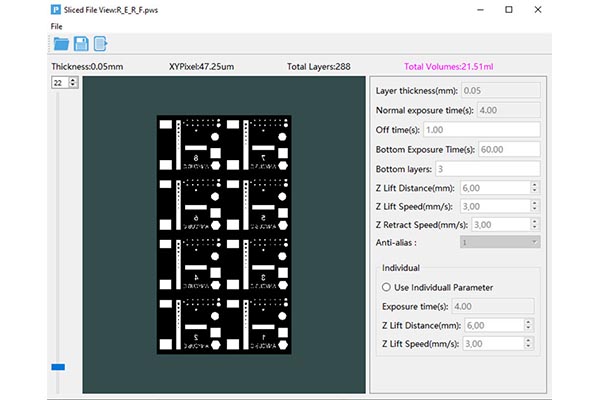
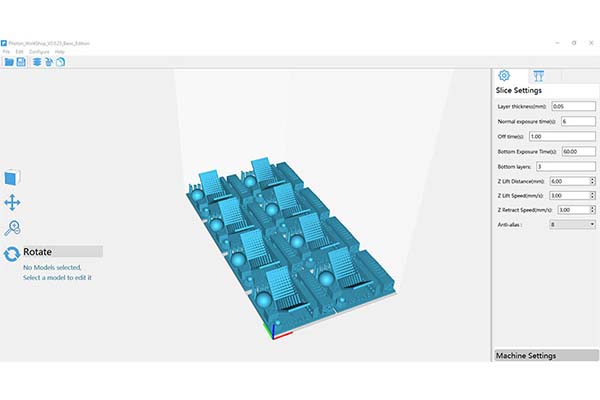
Lorsque le dernier firmware est installé, vous pouvez procéder au test. Le fichier de pâte tranchée fini peut être téléchargé sur le site Web d’Anycubic, il sera dans l’archive avec le trancheur. Le fichier s’appelle R_E_R_F, cette abréviation signifie Resin Exposure Range Finder, se traduisant littéralement en russe Resin Exposure Range Finder. Son essence est que 8 modèles de test identiques sont imprimés simultanément, placés d’une certaine manière sur la plateforme. Les tests sont numérotés et chacun est imprimé avec un temps d’exposition différent.
Le fichier pws fini est conçu pour une plage de 4 à 11 secondes, c’est-à-dire que le bloc numéro un est imprimé avec un temps d’exposition de 4 secondes, le deuxième – 5 secondes, le troisième – 6, et ainsi de suite. Cette plage n’est pas très pratique, car 4 secondes sur cette imprimante ne seront pas suffisantes pour la plupart des résines. Vous pouvez modifier les paramètres du fichier pws fini, mais c’est extrêmement peu pratique, vous devez modifier les paramètres de chaque couche séparément. Mais nous avons trouvé un modèle STL que vous pouvez personnaliser vous-même.
https://yadi.sk/d/r6gLHzAbFuXqkw

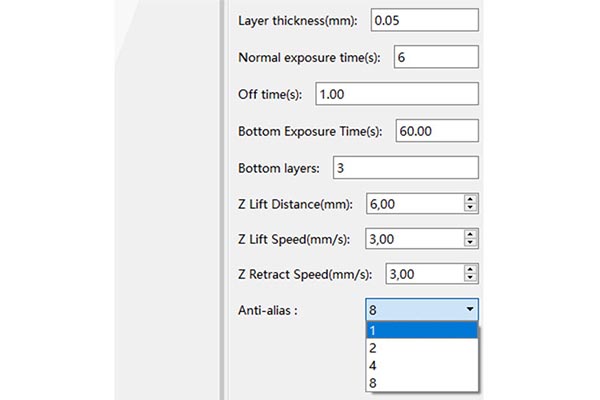
Ajoutez-le à Photon Workshop, faites-le pivoter dans le bloc 1 vers l’origine. Et définissez le temps d’exposition pour le premier bloc dans le champ Normal Exposure Time, par exemple, 6 secondes. Surtout, enregistrez ce fichier sous le nom de R_E_R_F.pws. Ensuite, le slicer fera en sorte que le deuxième bloc soit imprimé avec une exposition de 7 secondes, le troisième – 8, et ainsi de suite jusqu’à 13 secondes.
Par conséquent, en une heure, nous recevons littéralement 8 tests à la fois, parmi lesquels nous devons choisir celui qui imprime le mieux.

Ce choix n’est pas non plus totalement univoque. Les éléments fins et saillants sont mieux imprimés lorsque l’exposition augmente, mais les petits trous commencent à se refermer. Dans notre test, à 6 secondes, les fentes du haut étaient presque toutes imprimées, mais toutes les petites colonnes n’ont pas été obtenues.

Au même moment, à 13 secondes, toutes les colonnes sont en place, mais presque toutes les fentes sont fermées.

Nous avons donc choisi un résultat moyen de 10 secondes.
Lors de ce test, il se peut que certains éléments ne tiennent pas au modèle et tombent dans le bain de résine. Après cela, il est impératif de drainer et de filtrer la résine qui reste. Pour cela, les filtres fournis avec le kit sont utiles. Pour plus de commodité, vous pouvez également utiliser un entonnoir, que vous devrez acheter séparément. Il faut faire de même si quelque chose ne va pas pendant l’impression, par exemple si le modèle s’est détaché des supports ou s’est décollé de la plateforme.

Ils ont filtré la résine et ont immédiatement envoyé à l’impression un grand modèle, par les normes de cette imprimante, un modèle de quelqu’un d’autre. Le modèle est assez complexe et intéressant. Nous avons retourné le modèle et placé les supports dans Chitubox également. Le temps d’exposition, obtenu à la suite de tests, est de 10 secondes.

Alien a été imprimé, mais pas sans problèmes. Des rayures sont visibles à une hauteur d’environ 4 centimètres. Il y a deux façons pour que cela se produise. Soit l’axe Z ne s’est pas élevé de manière régulière, ce qui est peu probable. Il n’y a pas de contrecoup, l’arbre de la vis ne mord nulle part, et il n’y a pas eu de déplacement sur la Mack Rhukta à la même hauteur. Le plus probable est qu’à cet endroit, le modèle a tellement adhéré au film de l’écran qu’il s’est légèrement déplacé lorsqu’il a été soulevé. Certains supports se sont brisés, d’autres n’ont pas affecté le modèle lui-même. Mais l’un des coudes s’est un peu aplati.

Le bout de la queue s’est avéré être léger, car en 10 heures d’impression, la résine a réussi à s’exfolier, mais c’est déjà un problème de la résine, pas de l’imprimante. En dehors de ces défauts, l’inconnu s’est avéré bon. Tous les détails ont été imprimés. Il est très beau. Et les défauts, si nécessaire, peuvent être corrigés avec un peu de post-traitement.

Ensuite, la résine dentaire Uniz zDental Model Sand a été coulée dans le Photon S. Pour déterminer le temps d’exposition de celui-ci, nous avons également effectué un test R_E_R_F, le même que pour Monocure, de 6 à 13 secondes. Les 4 premiers tests se sont révélés assez lents. 13 secondes était presque suffisant, mais pas assez.

J’ai ajouté une seconde de plus et imprimé le modèle de mâchoire. Une dent et deux capuchons pour celle-ci ont été imprimés séparément. Le temps d’impression a été de 5 heures avec une couche de 0,05 mm. Et puis une agréable surprise nous attendait.
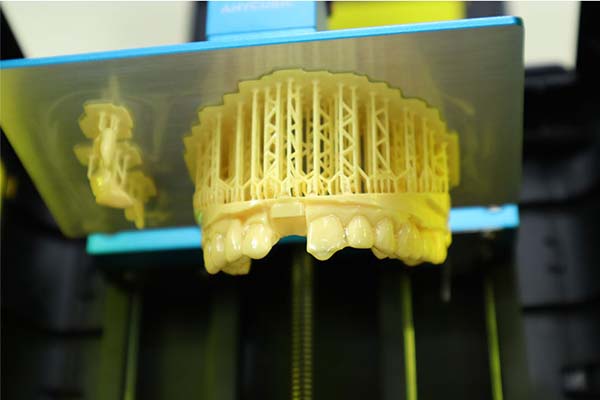
Tous les supports sont parfaits, aucun ne s’est cassé. Toutes les surfaces sont tout simplement obscènement lisses, d’une brillance et d’un éclat uniformes. Il n’y a pas d’ondulation. Les couches sont presque indiscernables. C’est tout simplement une vue magnifique. Les dents et les capuchons sont également superbes.


Mais la question la plus importante est de savoir si la dent est insérée à sa place dans la mâchoire. Comme il s’est avéré, avec difficulté. J’ai dû marcher un peu le long de l’endroit d’attachement avec un scalpel. Et après cela, la dent a commencé à s’adapter comme un gant. Les capuchons s’adaptent bien dessus sans aucun post-traitement.


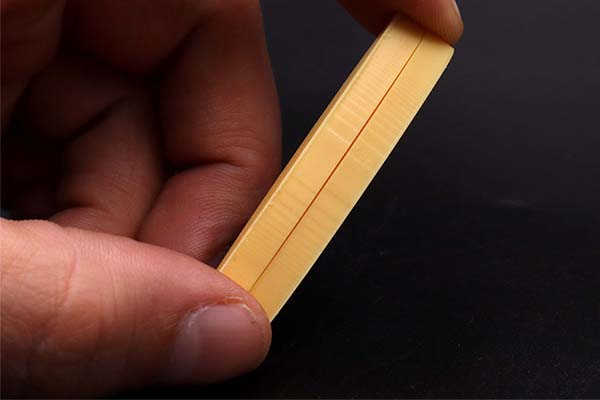
Enfin, nous avons décidé de vérifier le fonctionnement de l’Anti-alias. La résolution de l’écran du Photon S est assez élevée pour une telle diagonale, et il y a peu de pixellisation sur les modèles. Pour pouvoir la capturer correctement, j’ai dû faire un petit modèle de test avec une courbe très douce.

Sans anticrénelage, les transitions sur les pixels de l’écran LCD sont assez clairement visibles sur celui-ci, tant sur l’axe des X que sur celui des Y.
Mais cela valait la peine d’activer l’Anti-alias dans le slicer, même avec 2X le résultat est immédiatement évident. Les transitions sont beaucoup plus petites.
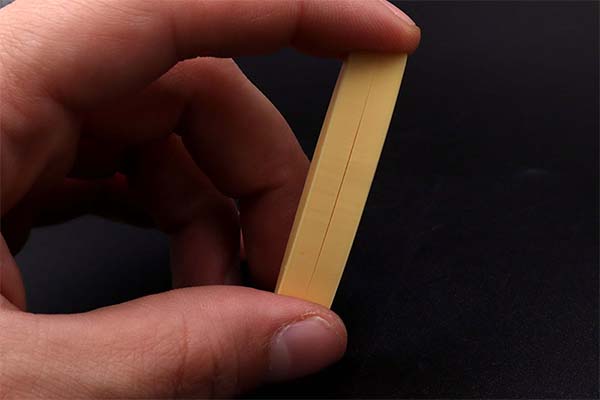
À 4X, ils sont presque invisibles à l’œil nu.

Sans parler du 8X, la surface est presque parfaitement lisse avec lui.

Comment cela fonctionne techniquement, nous n’avons pas compris. Peut-être, cette fonction ne devrait pas être utilisée sur des modèles complexes avec des pièces, car elle lubrifiera les petits éléments. Si vous connaissez l’algorithme de cet anti-crénelage, écrivez dans les commentaires, nous serons très intéressés.
Résumons.
Anycubic Photon S peut être considérée comme la meilleure imprimante LCD pour son prix. La qualité des modèles obtenus est très décente, avec une bonne résine et avec la sélection correcte des paramètres, presque idéale. La haute résolution de l’écran, couplée à une petite diagonale, vous permet d’imprimer des modèles avec d’excellents détails. J’ai beaucoup aimé la fonction de test du temps d’exposition, elle permet de gagner beaucoup de temps. L’anticrénelage m’a également agréablement surpris.
Quant aux différences entre le Photon S et son prédécesseur. Tout n’est pas clair ici. Presque toutes les innovations sont utiles, mais elles n’affectent pas radicalement la qualité d’impression. Elles devraient plutôt améliorer la répétabilité et la facilité d’utilisation de l’imprimante. Et le remplacement du matériau du corps par du plastique peut rebuter certains utilisateurs potentiels. Cependant, comme nous l’avons dit au début, une utilisation prudente ne devrait en aucun cas affecter la durabilité. En général, nous pouvons l’affirmer. Si vous utilisez déjà la première Photon, il n’y a guère d’intérêt à passer à la Photon S. Mais si vous cherchez votre première imprimante en résine, la Photon S est une excellente option pour vous.
[su_spoiler title=”Application Categories” style=”glass-gold” icon=”caret-square”][/su_spoiler]
[su_spoiler title=”Brand Series” style=”glass-gold” icon=”caret-square”]Anycubic Photon Mono X : critique | Anycubic Photon Ultra Critique | Anycubic Photon Zero Critique | Anycubic Photon S Critique | Revue de presse Anycubic Photon [/su_spoiler]
[su_spoiler title=”Imprimantes du fabricant” style=”glass-gold” icon=”caret-square”]Anycubic 4Max Pro : critique | Anycubic 4Max Pro 2 : critique | Revue de l’imprimante 3D Anycubic Vyper | Anycubic Mega Zero 2.0 : critique | Anycubic Mega Pro Critique | Anycubic i3 Mega Critique | Anycubic Mega X Critique | Anycubic Mega S Critique | Anycubic Mega Zero Critique [/su_spoiler]